
- Posts: 4825
- Thank you received: 1852
Need confirmation that timing is set wrong on my 1976 KZ900
- Mikaw
-

- Offline
- Sustaining Member
-

Registered
Less
More
10 Dec 2023 13:47 - 10 Dec 2023 19:22 #892555
by Mikaw
1976 KZ 900 A4 kzrider.com/forum/11-projects/613548-1976-kz-900-a4
1976 KZ 900 B1 LTD
1978 KZ 1000 B2 LTD
1980 KZ 750 E1
Kowledge Speaks, But Wisdom Listens.
Jimi Hendrix.
Replied by Mikaw on topic Need confirmation that timing is set wrong on my 1976 KZ900
You would need to consider the width of the cam cover hump. Adding an axle with both ends nutted would greatly increase the width. I think the simplest is to drill and tap the OEM axle and add a button/truss head m6 bolt
1976 KZ 900 A4 kzrider.com/forum/11-projects/613548-1976-kz-900-a4
1976 KZ 900 B1 LTD
1978 KZ 1000 B2 LTD
1980 KZ 750 E1
Kowledge Speaks, But Wisdom Listens.
Jimi Hendrix.
Last edit: 10 Dec 2023 19:22 by Mikaw.
The following user(s) said Thank You: Wookie58, Rolf1976_KZ900
Please Log in or Create an account to join the conversation.
- zed1015
-

- Offline
- User
-

Registered
Less
More
- Posts: 3285
- Thank you received: 1984
10 Dec 2023 16:08 #892564
by zed1015
I now make them with the one piece solid ally center slightly narrower so that there's clearance either side and they self center and run clear of the sides when the chain is tensioned.
If you look at the solid Liska, PMC ones ( bottom pic ) they are the same.


AIR CORRECTOR JETS FOR VM CARBS AND ETHANOL RESISTANT VITON CHOKE PLUNGER SEAL REPLACMENT FOR ALL CLASSIC AND MODERN MOTORCYCLE CARBURETTORS
www.kzrider.com/forum/23-for-sale/611992...lide-mikunis?start=1
Replied by zed1015 on topic Need confirmation that timing is set wrong on my 1976 KZ900
I used to make them like that with the wider original sleeve installed (see pic) but it just introduced the increased possibity of runout due to the stack up of tolerances which resulted in too many rejects..Zed1015, not sure if we should continue here or start another thread, mods?
Have you had any issue with the repaired gears wear on the metal brackets? I had a local machinist make me up some gears, with your guidance. My concern is the full side face of the repaired gear in contact with the bracket. I noticed on the OEM gears there is a second metal sleeve the needle bearing presses into that is .88mm wider than the gear width. 13.23mm vs 14.11mm. This second sleeve would be the thrust surface for the gear and considerably reduced the contact surface between the fabricated aluminum hub and the bracket. I’m thinking of having my gears reworked to have the second sleeve pressed into the new fabricated aluminum. Thoughts?. See photo of inside of bracket. You can see the wear pattern of the second sleeve highlighted with red arrows
I now make them with the one piece solid ally center slightly narrower so that there's clearance either side and they self center and run clear of the sides when the chain is tensioned.
If you look at the solid Liska, PMC ones ( bottom pic ) they are the same.
AIR CORRECTOR JETS FOR VM CARBS AND ETHANOL RESISTANT VITON CHOKE PLUNGER SEAL REPLACMENT FOR ALL CLASSIC AND MODERN MOTORCYCLE CARBURETTORS
www.kzrider.com/forum/23-for-sale/611992...lide-mikunis?start=1
The following user(s) said Thank You: Rolf1976_KZ900
Please Log in or Create an account to join the conversation.
- SWest
-

- Offline
- Sustaining Member
-
Registered
- 10 22 2014
Less
More
- Posts: 23723
- Thank you received: 3012
10 Dec 2023 16:24 #892565
by SWest
Replied by SWest on topic Need confirmation that timing is set wrong on my 1976 KZ900
This is the one I modified. The roller was shot and rubbed on the top of the bridge thus the bulge.



It ran well with a used roller until I replaced it with Liska's. Yes I did have to grind the valve cover a bit for it to fit.
KZ1000 that came with the junk head I'm using today


It's shorter than the Z1 so it's easier to remove the cam cover.

I don't throw anything away just leave it in the dirt.


Steve
It ran well with a used roller until I replaced it with Liska's. Yes I did have to grind the valve cover a bit for it to fit.
KZ1000 that came with the junk head I'm using today
It's shorter than the Z1 so it's easier to remove the cam cover.
I don't throw anything away just leave it in the dirt.
Steve
The following user(s) said Thank You: howardhb, Rolf1976_KZ900
Please Log in or Create an account to join the conversation.
- Mikaw
-
- Offline
- Sustaining Member
-
Registered
Less
More
- Posts: 4825
- Thank you received: 1852
10 Dec 2023 19:25 #892571
by Mikaw
1976 KZ 900 A4 kzrider.com/forum/11-projects/613548-1976-kz-900-a4
1976 KZ 900 B1 LTD
1978 KZ 1000 B2 LTD
1980 KZ 750 E1
Kowledge Speaks, But Wisdom Listens.
Jimi Hendrix.
Replied by Mikaw on topic Need confirmation that timing is set wrong on my 1976 KZ900
Thank you. Never noticed the Liska design.
I used to make them like that with the wider original sleeve installed (see pic) but it just introduced the increased possibity of runout due to the stack up of tolerances which resulted in too many rejects..Zed1015, not sure if we should continue here or start another thread, mods?
Have you had any issue with the repaired gears wear on the metal brackets? I had a local machinist make me up some gears, with your guidance. My concern is the full side face of the repaired gear in contact with the bracket. I noticed on the OEM gears there is a second metal sleeve the needle bearing presses into that is .88mm wider than the gear width. 13.23mm vs 14.11mm. This second sleeve would be the thrust surface for the gear and considerably reduced the contact surface between the fabricated aluminum hub and the bracket. I’m thinking of having my gears reworked to have the second sleeve pressed into the new fabricated aluminum. Thoughts?. See photo of inside of bracket. You can see the wear pattern of the second sleeve highlighted with red arrows
I now make them with the one piece solid ally center slightly narrower so that there's clearance either side and they self center and run clear of the sides when the chain is tensioned.
If you look at the solid Liska, PMC ones ( bottom pic ) they are the same.
1976 KZ 900 A4 kzrider.com/forum/11-projects/613548-1976-kz-900-a4
1976 KZ 900 B1 LTD
1978 KZ 1000 B2 LTD
1980 KZ 750 E1
Kowledge Speaks, But Wisdom Listens.
Jimi Hendrix.
Please Log in or Create an account to join the conversation.
- Rolf1976_KZ900
-
 Topic Author
Topic Author
- Offline
- Sustaining Member
-
Registered
Less
More
- Posts: 498
- Thank you received: 261
11 Dec 2023 03:40 #892584
by Rolf1976_KZ900
Replied by Rolf1976_KZ900 on topic Need confirmation that timing is set wrong on my 1976 KZ900
Thanks for sharing pics .I now thinking of just using the 1977 type .I like the older type better,but not sure i will start the hassle changing the rollersprocket from the one i just bought. Fond out i will have to modify drill bigger holes in the 4 rubber plates underside to make the larger dowel pins with the flange fit.Since the kz900 shopmanual shows the newer type im okay with that ..ithink...
Please Log in or Create an account to join the conversation.
- Rolf1976_KZ900
-
Topic Author
- Offline
- Sustaining Member
-
Registered
Less
More
- Posts: 498
- Thank you received: 261
11 Dec 2023 03:47 - 11 Dec 2023 03:48 #892585
by Rolf1976_KZ900
Replied by Rolf1976_KZ900 on topic Need confirmation that timing is set wrong on my 1976 KZ900
Now for a new question about the piston to cyl wall clearance. I sent a mail to IMD pistons and asked about the clearance they recomend .
That clearance is .038 mm .I told them i will reuse the OEM kawasaki pistons.The answer was that they recomend going .040 mm.
I dont think i will take the chance of that because the oem pistons will maybe swell up more like Zed1015 says. I will tell the shop to bore them .060 to .065 .What do you think? The manual spec is .060-.079mm
That clearance is .038 mm .I told them i will reuse the OEM kawasaki pistons.The answer was that they recomend going .040 mm.
I dont think i will take the chance of that because the oem pistons will maybe swell up more like Zed1015 says. I will tell the shop to bore them .060 to .065 .What do you think? The manual spec is .060-.079mm
Last edit: 11 Dec 2023 03:48 by Rolf1976_KZ900.
Please Log in or Create an account to join the conversation.
- Wookie58
-

- Away
- Moderator
-

Registered
Less
More
- Posts: 6422
- Thank you received: 4066
11 Dec 2023 03:51 #892586
by Wookie58
Replied by Wookie58 on topic Need confirmation that timing is set wrong on my 1976 KZ900
My personal opinion (especially when your machine shop isn't round the corner) would be as you say to go with the "low end" of factory spec
Please Log in or Create an account to join the conversation.
- zed1015
-
- Offline
- User
-
Registered
Less
More
- Posts: 3285
- Thank you received: 1984
11 Dec 2023 08:53 - 11 Dec 2023 08:54 #892592
by zed1015
Get them to go as close to the lower end clearance specs as possible and plateu hone for the final finish to reduce running in time.
Also get them to bore the block in the sequence of 2 - 4 - 1 - 3 unless they let the block fully cool between each individual bore as this reduces unwanted expansion during the boring process which can knock out the clearance specs.
AIR CORRECTOR JETS FOR VM CARBS AND ETHANOL RESISTANT VITON CHOKE PLUNGER SEAL REPLACMENT FOR ALL CLASSIC AND MODERN MOTORCYCLE CARBURETTORS
www.kzrider.com/forum/23-for-sale/611992...lide-mikunis?start=1
Replied by zed1015 on topic Need confirmation that timing is set wrong on my 1976 KZ900
Yes! Number the pistons 1-2-3-4 and get the shop to bore the liners to each piston .I will tell the shop to bore them .060 to .065 .What do you think? The manual spec is .060-.079mm
Get them to go as close to the lower end clearance specs as possible and plateu hone for the final finish to reduce running in time.
Also get them to bore the block in the sequence of 2 - 4 - 1 - 3 unless they let the block fully cool between each individual bore as this reduces unwanted expansion during the boring process which can knock out the clearance specs.
AIR CORRECTOR JETS FOR VM CARBS AND ETHANOL RESISTANT VITON CHOKE PLUNGER SEAL REPLACMENT FOR ALL CLASSIC AND MODERN MOTORCYCLE CARBURETTORS
www.kzrider.com/forum/23-for-sale/611992...lide-mikunis?start=1
Last edit: 11 Dec 2023 08:54 by zed1015.
The following user(s) said Thank You: Mikaw, Wookie58, Rolf1976_KZ900
Please Log in or Create an account to join the conversation.
- Rolf1976_KZ900
-
Topic Author
- Offline
- Sustaining Member
-
Registered
Less
More
- Posts: 498
- Thank you received: 261
12 Dec 2023 05:11 - 12 Dec 2023 05:12 #892639
by Rolf1976_KZ900

Replied by Rolf1976_KZ900 on topic Need confirmation that timing is set wrong on my 1976 KZ900
Yes! Number the pistons 1-2-3-4 and get the shop to bore the liners to each piston .I will tell the shop to bore them .060 to .065 .What do you think? The manual spec is .060-.079mm
Get them to go as close to the lower end clearance specs as possible and plateu hone for the final finish to reduce running in time.
Also get them to bore the block in the sequence of 2 - 4 - 1 - 3 unless they let the block fully cool between each individual bore as this reduces unwanted expansion during the boring process which can knock out the clearance specs.
I have put the page from shop manual that explains the boring sequence and clearances in the box and added a note that i want .060 to .065mm .Also called them.
I hope they will do same quality job like the one the other machine shop did on the FJ1200 .
Last edit: 12 Dec 2023 05:12 by Rolf1976_KZ900.
Please Log in or Create an account to join the conversation.
- Rolf1976_KZ900
-
Topic Author
- Offline
- Sustaining Member
-
Registered
Less
More
- Posts: 498
- Thank you received: 261
20 Dec 2023 09:48 #892940
by Rolf1976_KZ900
Replied by Rolf1976_KZ900 on topic Need confirmation that timing is set wrong on my 1976 KZ900
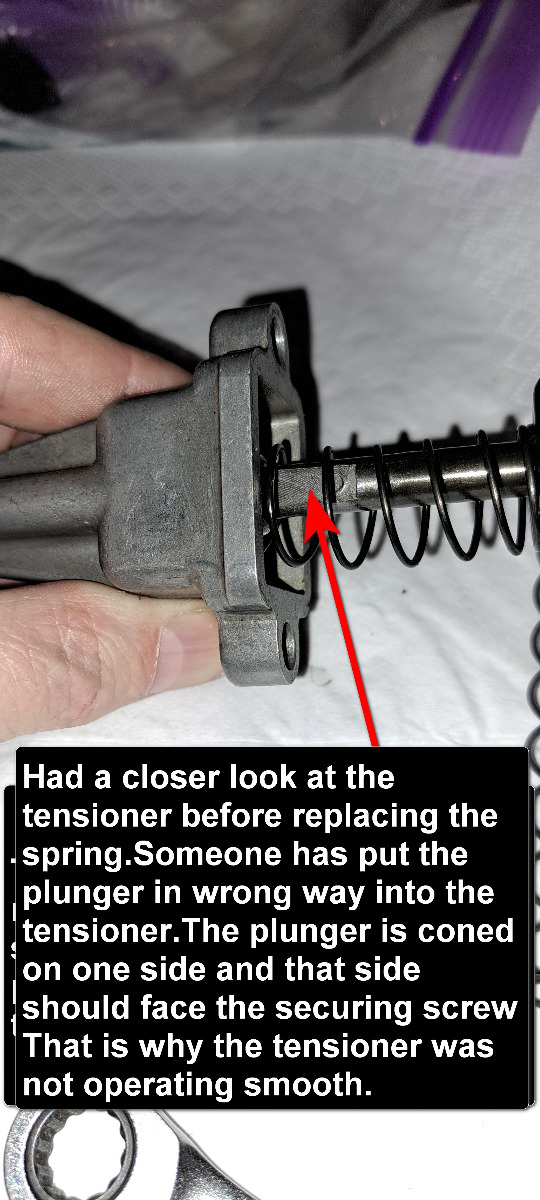
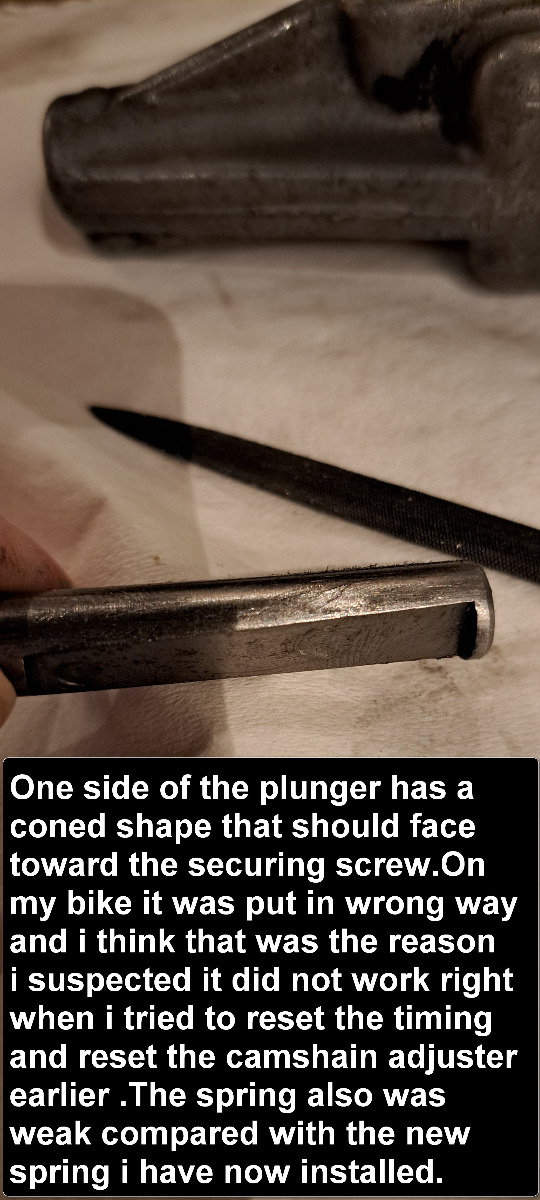
.Maybe not so interesting ,but think i found out why the camchain tensioner acting like it did not work right earlier when tried to set the timing. The problem then was that the chain was too lose.The coned plunger was placed wrong way inside the tensioner .That made it stick
so it did not release right.I remember that when i installed it the way it is supposed to by first push plunger in and then lock the adjusterscrew and install the hole unit.When i then released the adjuster screw it did not make any click noise also no noise when turning the engine on crank. The spring was also weak and had been shorter so have now fitted a new spring.


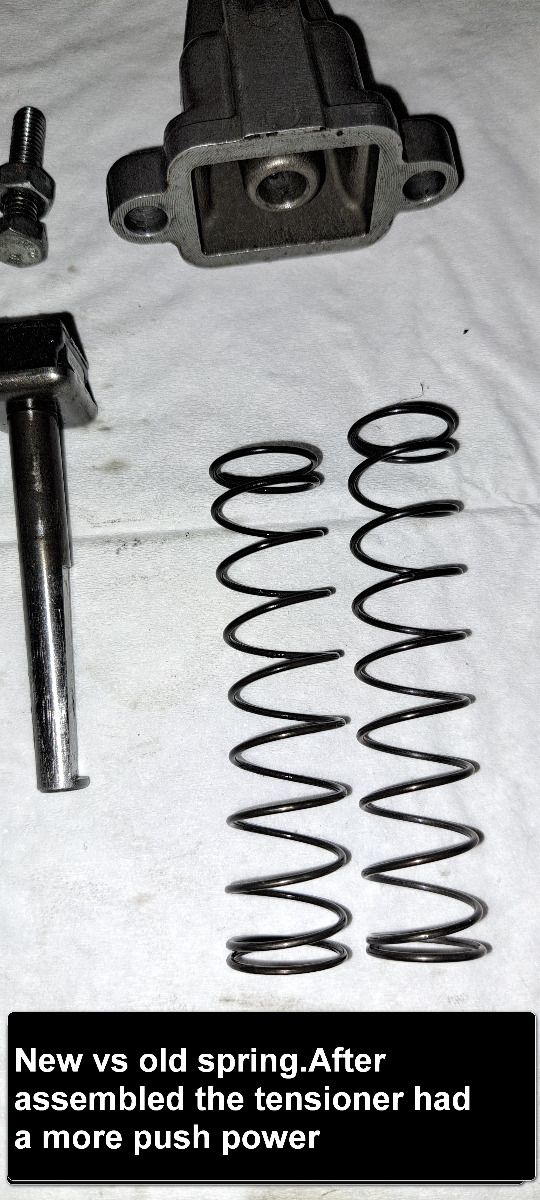
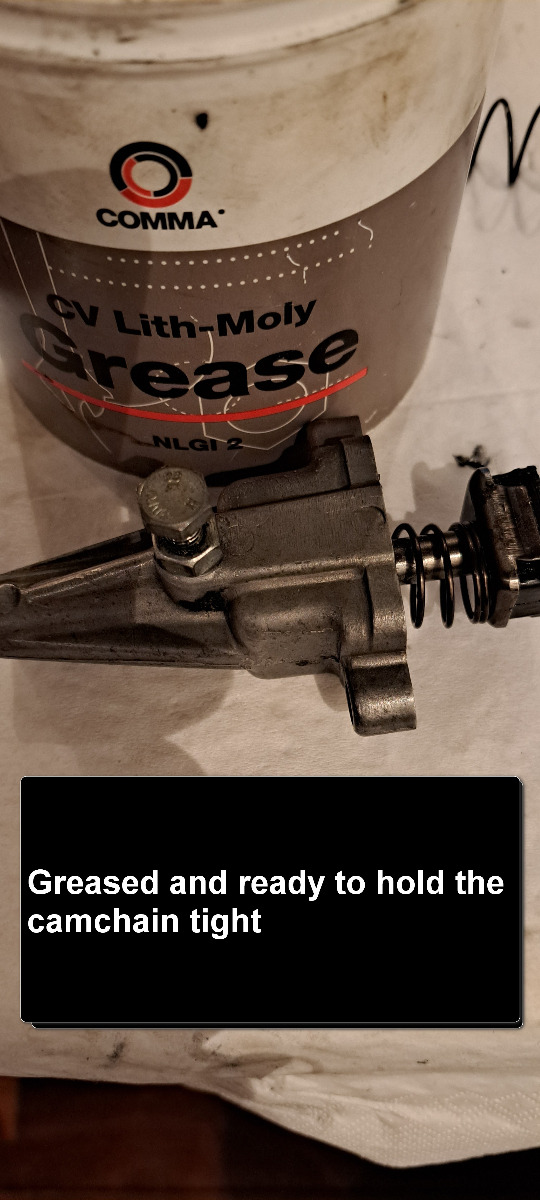
so it did not release right.I remember that when i installed it the way it is supposed to by first push plunger in and then lock the adjusterscrew and install the hole unit.When i then released the adjuster screw it did not make any click noise also no noise when turning the engine on crank. The spring was also weak and had been shorter so have now fitted a new spring.
Please Log in or Create an account to join the conversation.
- Rolf1976_KZ900
-
Topic Author
- Offline
- Sustaining Member
-
Registered
Less
More
- Posts: 498
- Thank you received: 261
17 Jan 2024 09:14 - 17 Jan 2024 09:15 #894079
by Rolf1976_KZ900
Replied by Rolf1976_KZ900 on topic Need confirmation that timing is set wrong on my 1976 KZ900
Today i have recieved the cylinders from the Machine shop .I am not so impressed that they have used a ballhone to finish !.The shop is a big professional shop that has been in buisness for many years .
The surface looks to rough .Also the angle is a little steep? Compared to the other shop that bored and honed the cylinders on my FJ1200 they look to rough.the fj cylinders is in the last picture.The price for honing and decking was 930 usd. I have not had time to measure the clearances yet.



The surface looks to rough .Also the angle is a little steep? Compared to the other shop that bored and honed the cylinders on my FJ1200 they look to rough.the fj cylinders is in the last picture.The price for honing and decking was 930 usd. I have not had time to measure the clearances yet.
Last edit: 17 Jan 2024 09:15 by Rolf1976_KZ900.
Please Log in or Create an account to join the conversation.
- Rolf1976_KZ900
-
Topic Author
- Offline
- Sustaining Member
-
Registered
Less
More
- Posts: 498
- Thank you received: 261
17 Jan 2024 13:27 - 17 Jan 2024 13:28 #894107
by Rolf1976_KZ900
Replied by Rolf1976_KZ900 on topic Need confirmation that timing is set wrong on my 1976 KZ900
Just did some measurements and it was not as i hoped.Seems they not have used the pistons and bored from there.,but the clearances is on the small size so that is good.I will do some more measuring later and may switch the pistons in their bores .I can also hone a little
Last edit: 17 Jan 2024 13:28 by Rolf1976_KZ900.
Please Log in or Create an account to join the conversation.
Moderators: Street Fighter LTD