
KZ650 cafe-racer
- gazzz
-
 Topic Author
Topic Author
- Offline
- Sustaining Member
-

Registered
- Posts: 563
- Thanks: 319
Re: KZ650 cafe-racer
23 Nov 2019 14:30 - 23 Nov 2019 14:30You have all the right measuring tools. Some of those I still need to acquire. I made a career being a Quality Control/Production Manager at a metal fabrication shop. Your pictures make me want to shopping!
Wish my measuring tools have 0.001mm accuracy, but bore gauges of that accuracy are all the way expensive. On the other hand, tools I already have allow me to make most of measurements I need and have never failed me.
Please don't get discouraged, personally during the week I usually check in before work and don't have enough in me to write anything other then "looks great!"
but I do appreciate your hard work and eye for detail, I'm learning from you and so are a lot of other folks, 3000 views and climbing.
Thank you for all your hard work, please keep it going
JD
Rest assured gazz, this thread is being watched closely and greatly appreciated by a lot of members and non members alike. The level of detail and quality work is truly inspiring . Thank you for the time you are spending on documenting and sharing this build.
Jim
Thank you all for good words! I really appreciate this. It's just a matter of fact that one, working on project like this KZ of mine, sometimes needs to be encouraged by opinion of people like regulars of this specialized forum, who didn't forsake it for things like facebook and so on.
Kawasaki KZ650 cafe-racer: in progress
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Last edit: 23 Nov 2019 14:30 by gazzz.
The following user(s) said Thank You: Forrest, bluej58
Please Log in or Create an account to join the conversation.
- Forrest
-

- Offline
- Sustaining Member
-
Registered
- The Mad Duck
- Posts: 786
- Thanks: 191
Re: KZ650 cafe-racer
02 Dec 2019 10:51
Thank you Gazz for all you are doing. Your build is amazing. Once my garage is completed and I am servicing my KZ650, I will be revisiting this thread as a reference for many aspects of the bike. Great work!
BTW, What is facebook? This forum is where it's at for KZs !!!
This forum is where it's at for KZs !!! ")
BTW, What is facebook?
This forum is where it's at for KZs !!!
KZ RIDER RELAY FLAG CARRIER #55
1977 KZ650B Ready & Fit to Roll Anywhere!
1974 F7 175 -first bike and still own, full resto soon!
2002 ZRX1200R -Red the faster color
2011 Concours 14 -Now a Snarling Wolf in Sheep's Clothing!
1977 KZ650B Ready & Fit to Roll Anywhere!
1974 F7 175 -first bike and still own, full resto soon!
2002 ZRX1200R -Red the faster color
2011 Concours 14 -Now a Snarling Wolf in Sheep's Clothing!
The following user(s) said Thank You: gazzz
Please Log in or Create an account to join the conversation.
- gazzz
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 563
- Thanks: 319
Re: KZ650 cafe-racer
03 Dec 2019 09:33
Thank you, Forrest!
I only know that quite a lot of people deserted different forums for it. Though I have never been registered there.")
BTW, What is facebook?
I only know that quite a lot of people deserted different forums for it. Though I have never been registered there.
Kawasaki KZ650 cafe-racer: in progress
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Please Log in or Create an account to join the conversation.
- gazzz
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 563
- Thanks: 319
Re: KZ650 cafe-racer
03 Dec 2019 09:34 - 03 Dec 2019 09:36
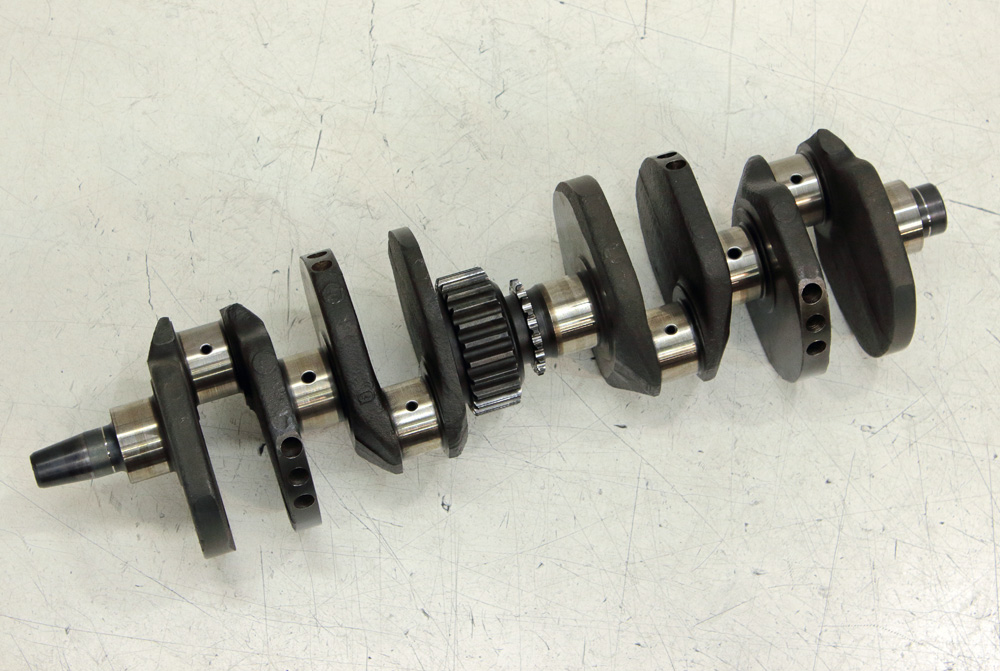
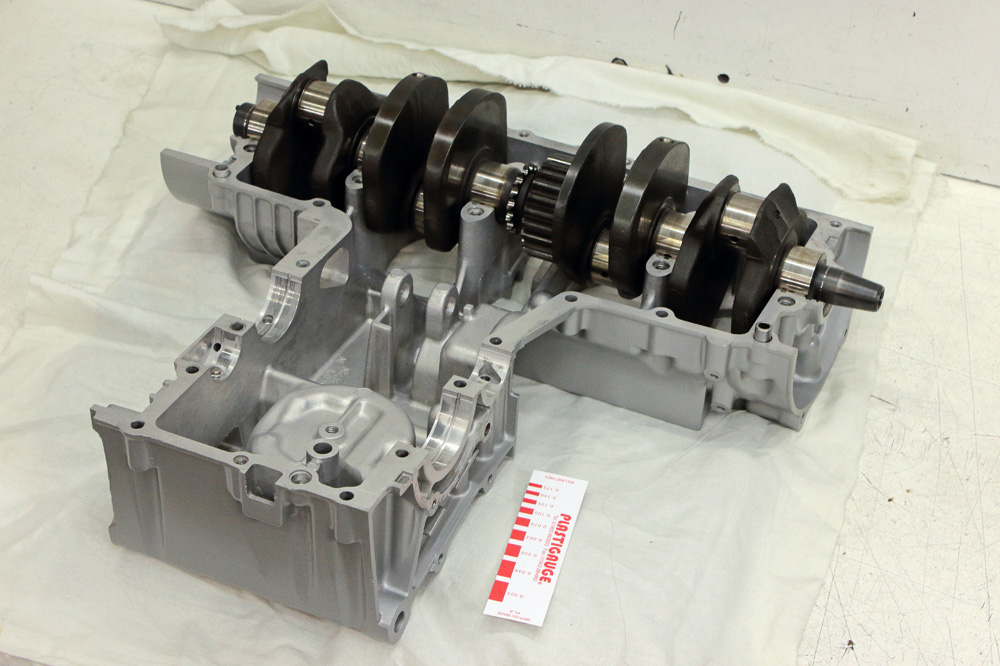
Next in my clean-and-measure list was crankshaft.
And here I have to explain how it happens that I have two KZ650 crankcases, cause later this fact would be obvious even for not very attentive reader. As I wrote earlier, from all engine parts measurements I’ve done I assumed that engine which served as a base for my project has very low mileage. However, it looked like not abandonment, but crash was the reason for this: original cylinder block had some broken cooling fins and lower front engine mount had a crack in it. Sure, things like this I could easily manage without loses for functionality or exterior: I just restored that mount and I even shaped it that it looks close to original. However, for me they are acceptable only if there is only one of them and it could be restored to original condition, or there is no alternative ways. The best part – is the part without such an issue.
Unfortunately I found yet one damage that wasn’t so obvious. It was impact on lower part of igniter pickup housing. It couldn’t be hammered or pressed back. Yes, it was possible to weld some layer of aluminum upon it and then grind it from inside and out to shape it to original form, nevertheless I decided to buy another case. In early Kawasaki KZ650 engines (with no marks on crankshafts and crankcases) only one size of crankshaft bearing inserts was utilized so when I was searching for suitable cases I looked for crankcases with number close to those of mine. I found and bought what I needed on UK ebay. You might have seen that crankcase (already painted) in one of my earlier posts.
And here I have to explain how it happens that I have two KZ650 crankcases, cause later this fact would be obvious even for not very attentive reader. As I wrote earlier, from all engine parts measurements I’ve done I assumed that engine which served as a base for my project has very low mileage. However, it looked like not abandonment, but crash was the reason for this: original cylinder block had some broken cooling fins and lower front engine mount had a crack in it. Sure, things like this I could easily manage without loses for functionality or exterior: I just restored that mount and I even shaped it that it looks close to original. However, for me they are acceptable only if there is only one of them and it could be restored to original condition, or there is no alternative ways. The best part – is the part without such an issue.
Unfortunately I found yet one damage that wasn’t so obvious. It was impact on lower part of igniter pickup housing. It couldn’t be hammered or pressed back. Yes, it was possible to weld some layer of aluminum upon it and then grind it from inside and out to shape it to original form, nevertheless I decided to buy another case. In early Kawasaki KZ650 engines (with no marks on crankshafts and crankcases) only one size of crankshaft bearing inserts was utilized so when I was searching for suitable cases I looked for crankcases with number close to those of mine. I found and bought what I needed on UK ebay. You might have seen that crankcase (already painted) in one of my earlier posts.
Kawasaki KZ650 cafe-racer: in progress
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Last edit: 03 Dec 2019 09:36 by gazzz.
Please Log in or Create an account to join the conversation.
- gazzz
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 563
- Thanks: 319
Re: KZ650 cafe-racer
03 Dec 2019 09:39
Certainly, after crankcase replacement it is advisable to check crankshaft bearing insert to crankshaft journal clearance.
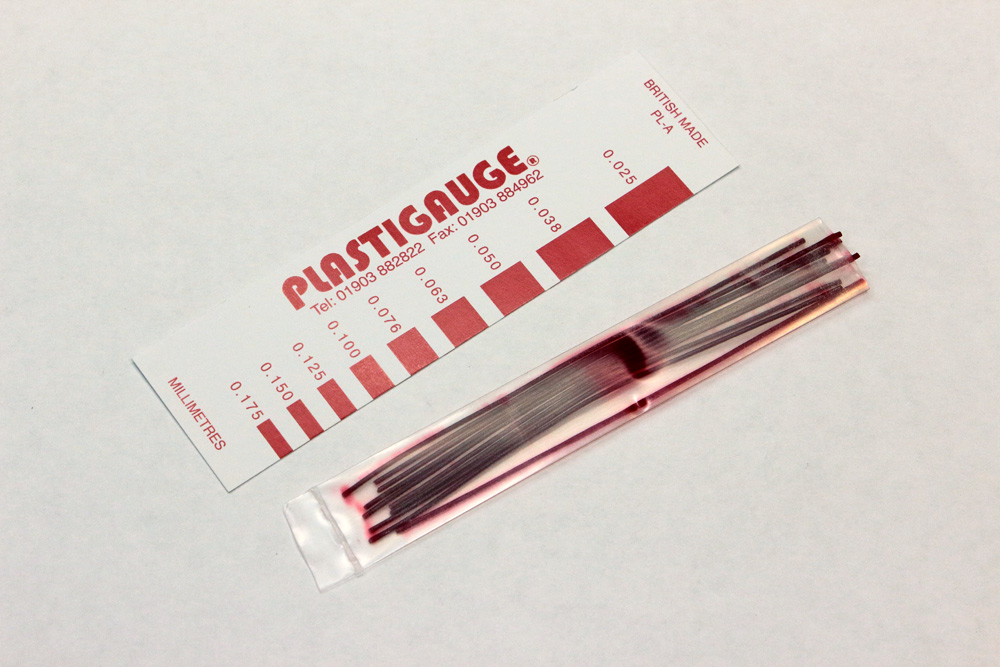
What we need is clean case, clean crankshaft, clean bearing inserts and some suitable Plastigauge.
Procedure is well known and simple: put bearing inserts in crankcase, put strips of plastigauge on each bearing insert parallel to the crankshaft, install crankshaft and tighten the bolts in right sequence with correct torque. Then unscrew the bolts and remove crankshaft. No rotation of crankshaft allowed during all these operations.
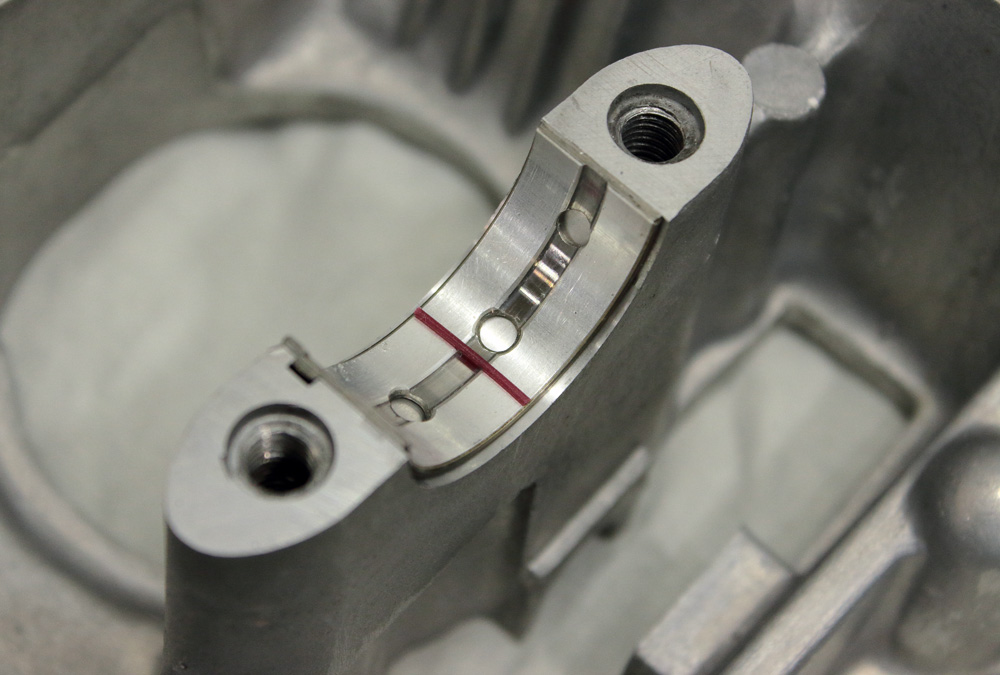
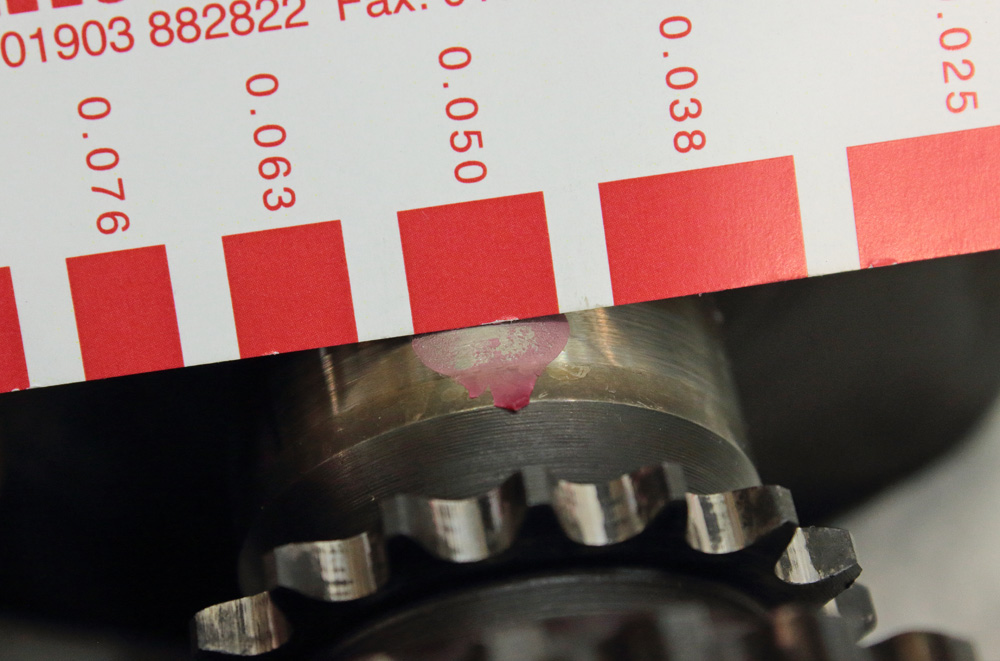
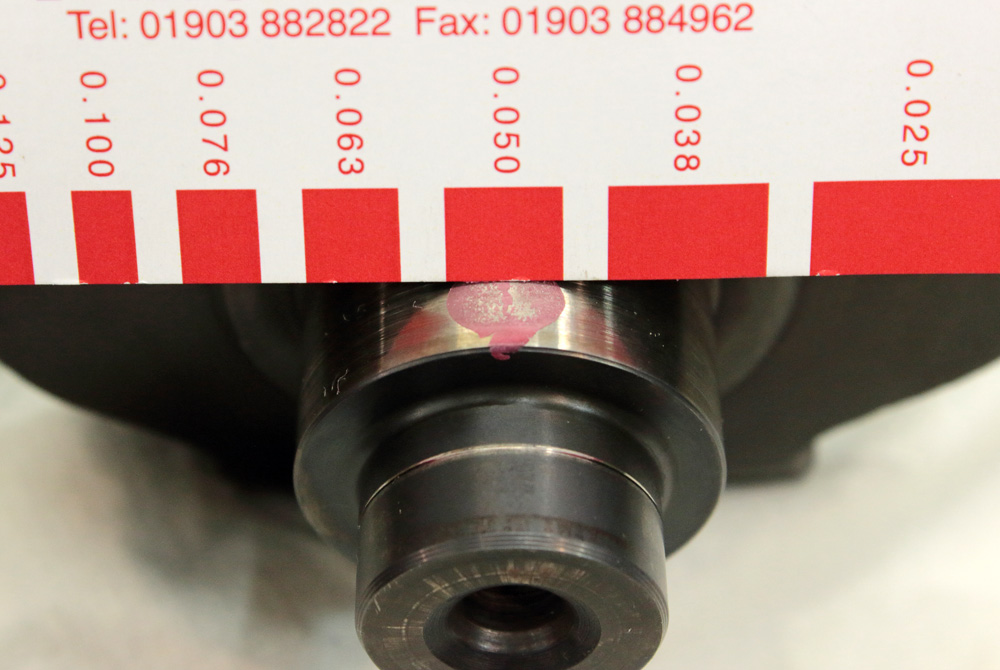
Next task is to inspect and measure plastigauge. After bolts were tightened, strips of plastigauge became pressed between journals and inserts and began to look like this:
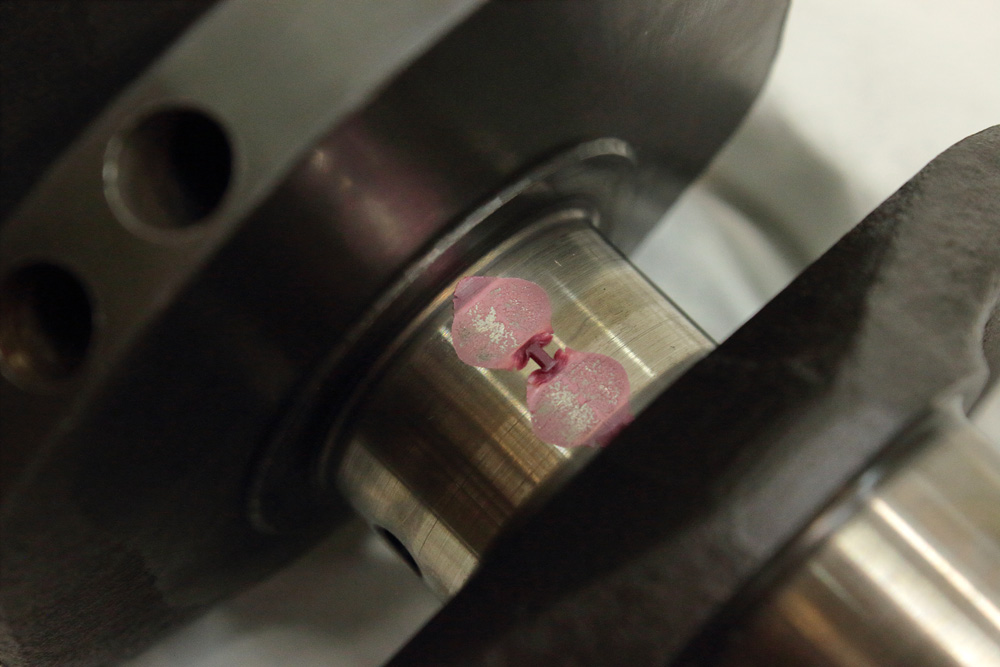
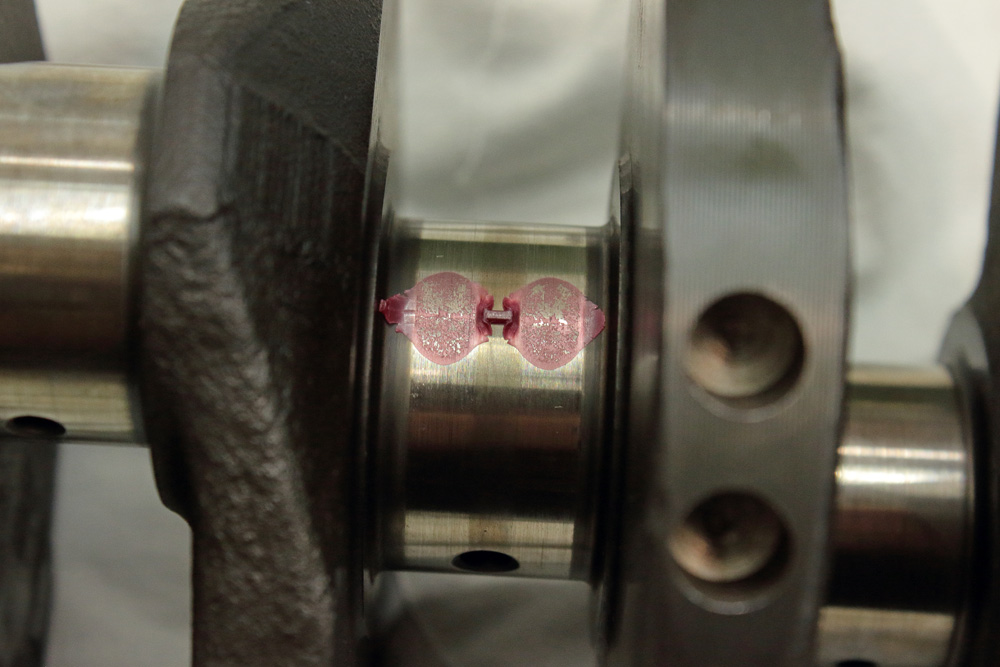
I was pleased to see that oil clearance was even and strictly in range of standard values for all five journals.
What we need is clean case, clean crankshaft, clean bearing inserts and some suitable Plastigauge.
Procedure is well known and simple: put bearing inserts in crankcase, put strips of plastigauge on each bearing insert parallel to the crankshaft, install crankshaft and tighten the bolts in right sequence with correct torque. Then unscrew the bolts and remove crankshaft. No rotation of crankshaft allowed during all these operations.
Next task is to inspect and measure plastigauge. After bolts were tightened, strips of plastigauge became pressed between journals and inserts and began to look like this:
I was pleased to see that oil clearance was even and strictly in range of standard values for all five journals.
Kawasaki KZ650 cafe-racer: in progress
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
The following user(s) said Thank You: bluej58
Please Log in or Create an account to join the conversation.
- gazzz
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 563
- Thanks: 319
Re: KZ650 cafe-racer
03 Dec 2019 09:41
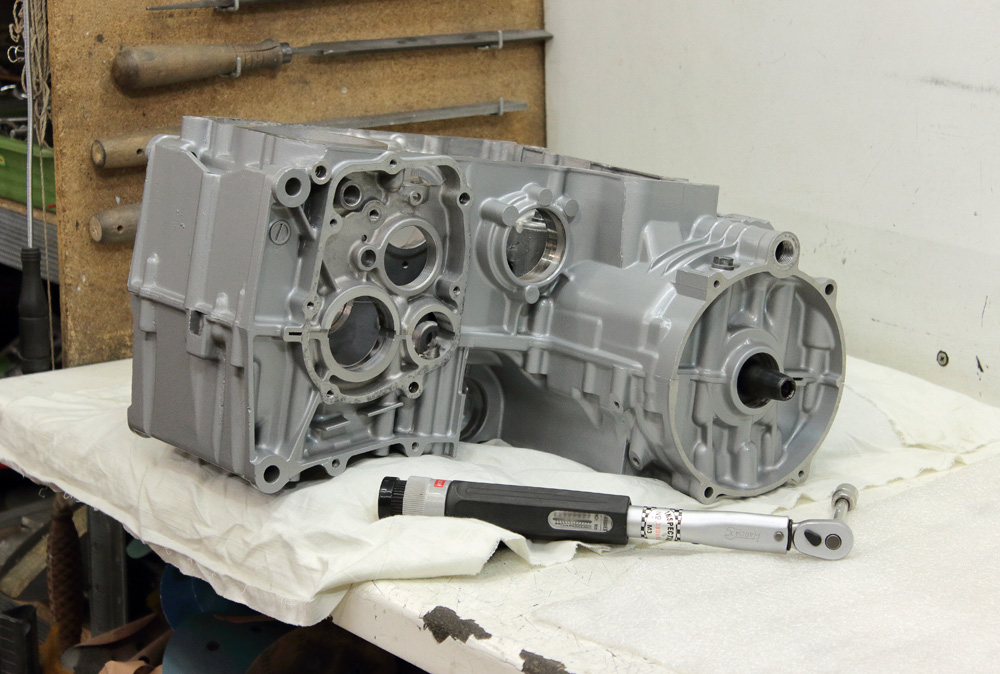
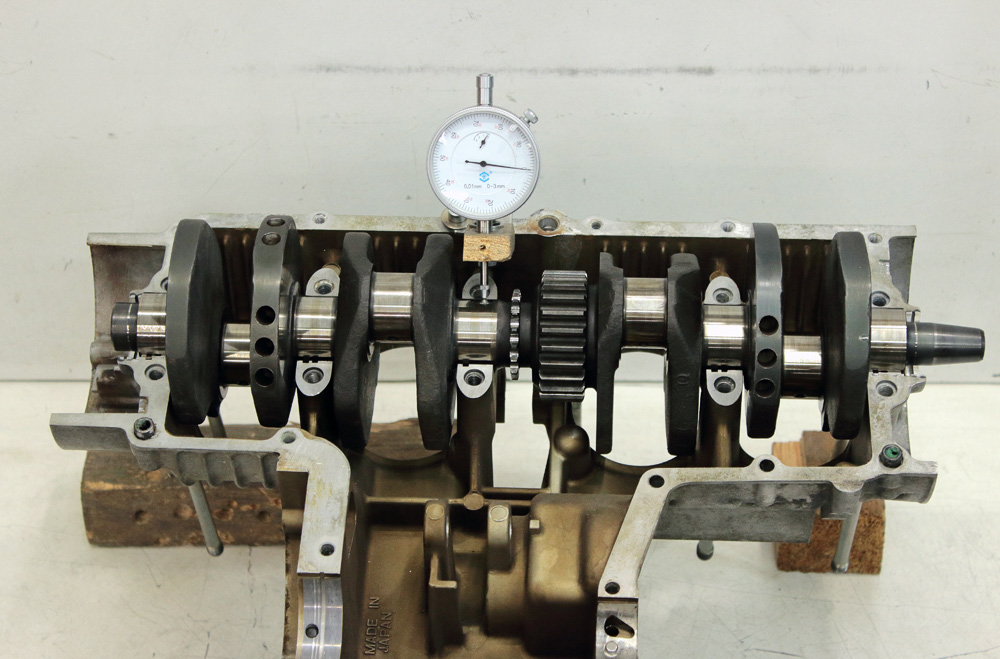
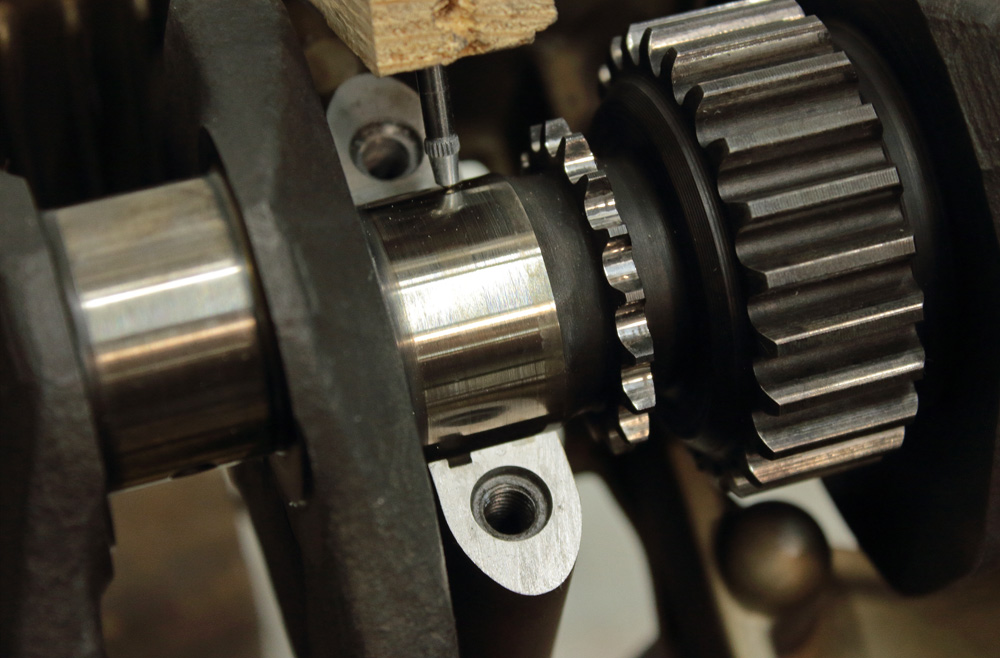
Sure, I also measured crankshaft runout. Decent V-blocks might be quite expensive; however it’s very simple to do runout measurement without them as we already have all parts necessary for measuring. Just put first and fifth (first and last) crankcase bearing inserts in their places in half of crankcase, oil them and then put crankshaft. There will be sufficient gap between all other crankshaft journals and crankcase and no harm would be done to bearing inserts in this way (just don’t forget to oil them). One also could easily attach dial gauge (indicator) to crankcase using piece of wood and some aluminum plate. This time I used old crankcase. Runout of my crankshaft was just as a book states: under 0.01mm.
Kawasaki KZ650 cafe-racer: in progress
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
The following user(s) said Thank You: bluej58
Please Log in or Create an account to join the conversation.
- gazzz
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 563
- Thanks: 319
Re: KZ650 cafe-racer
03 Dec 2019 09:43
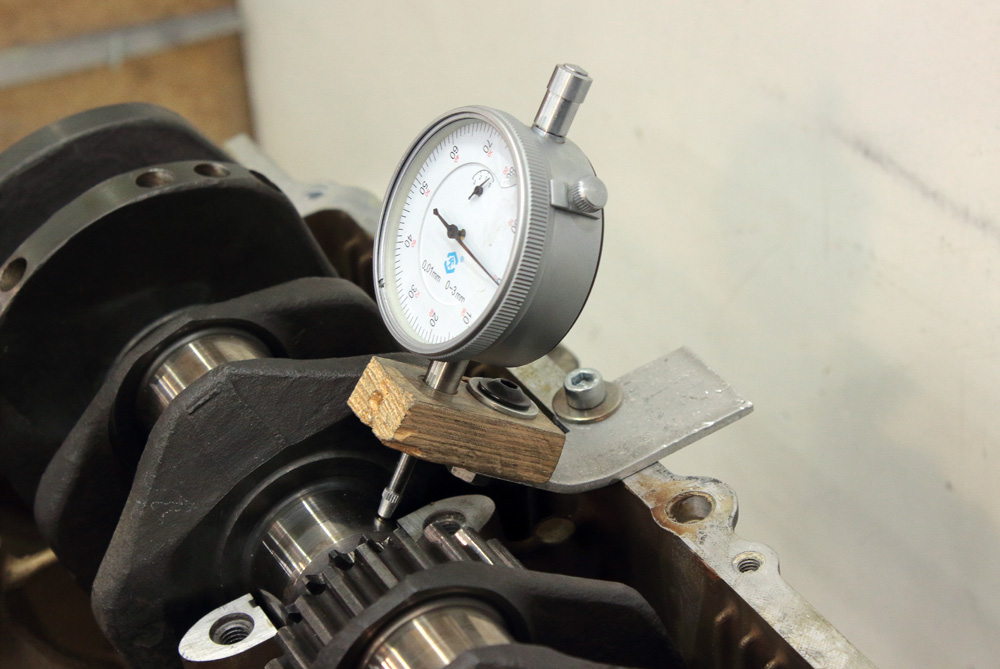
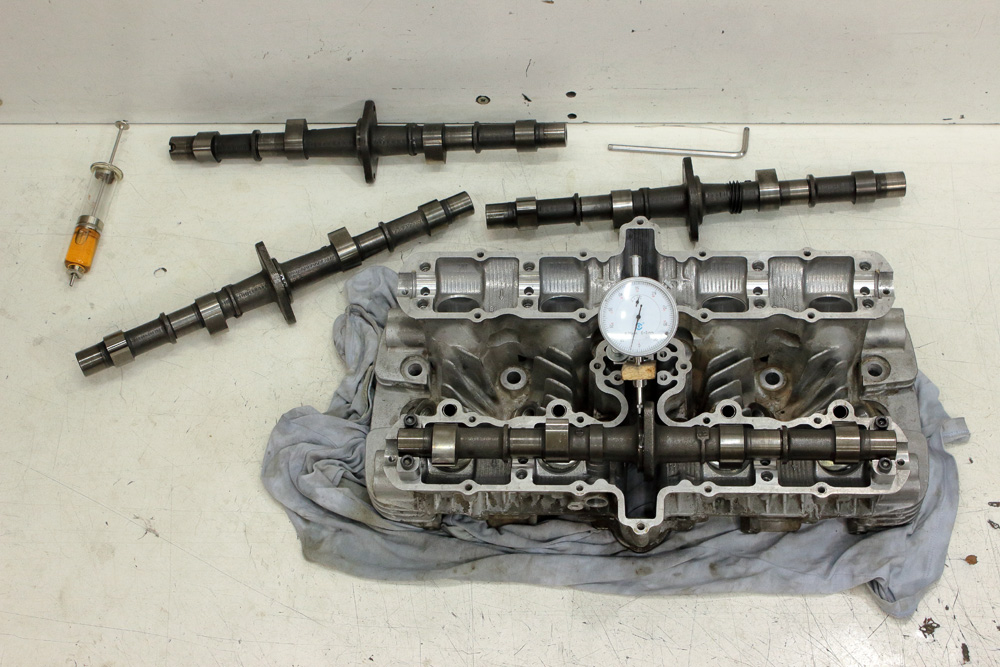
Same method may be used for measuring of camshafts runout. Only in this case one has to install first and fourth camshaft caps upside down and finger tightened them with bolts to fix their position.
I have three sets of camshafts: one original, one from KZ750 and one from Zephyr 750. I am about to use camshafts from KZ750/Zephyr 750. Best of them shows 0.02mm of runout, worst – 0.05mm which is safely within service limit. Which of them to use I’ll decide later.

I also hate the idea to shuffle lower and upper bearing inserts of parts like connecting rods, or mess the connecting rods, so my recommendation is next: during cleaning treat connecting rods one by one and keep couple of marked sheets of paper to lay clean parts on them in their natural order.
I have three sets of camshafts: one original, one from KZ750 and one from Zephyr 750. I am about to use camshafts from KZ750/Zephyr 750. Best of them shows 0.02mm of runout, worst – 0.05mm which is safely within service limit. Which of them to use I’ll decide later.
I also hate the idea to shuffle lower and upper bearing inserts of parts like connecting rods, or mess the connecting rods, so my recommendation is next: during cleaning treat connecting rods one by one and keep couple of marked sheets of paper to lay clean parts on them in their natural order.
Kawasaki KZ650 cafe-racer: in progress
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
The following user(s) said Thank You: bluej58
Please Log in or Create an account to join the conversation.
- bluej58
-

- Offline
- Sustaining Member
-
Registered
- The chrome don't get you home
- Posts: 2474
- Thanks: 507
Re: KZ650 cafe-racer
03 Dec 2019 17:36 - 03 Dec 2019 17:38
Great tips!
Are you weighing your connecting rods and pistons?
I'm sure you are...
Are you weighing your connecting rods and pistons?
I'm sure you are...
78 KZ1000 A2A
Last edit: 03 Dec 2019 17:38 by bluej58.
The following user(s) said Thank You: gazzz
Please Log in or Create an account to join the conversation.
- gazzz
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 563
- Thanks: 319
Re: KZ650 cafe-racer
04 Dec 2019 15:19Are you weighing your connecting rods and pistons?
I'm sure you are...
Not yet. That could wait. Another cylinder block arrived so I have to find workshop that really could bore and hone it to 64.00mm +-0.005. Original block has broken cooling fins, second block (bought on UK ebay) when arrived looked like it was treated with alkali and had sleeves that could be knocked out with bare fist. Third cylinder block (bought on USA ebay) had no flaws but was ruined by specialized workshop. Now it time to try luck with fourth block (bought it form same seller as third).
So far the only good that came from having such collection of cylinder blocks is knowledge that there were three types of KZ650 cylinder blocks before latest type (those with angular design of cooling fins).
I also hammering some aluminum now. But about that I'll write in next post:)
Kawasaki KZ650 cafe-racer: in progress
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Please Log in or Create an account to join the conversation.
- gazzz
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 563
- Thanks: 319
Re: KZ650 cafe-racer
09 Dec 2019 04:03
Regularly getting some unsolvable issues like lost parcel (with precious parts in it) and so on, I began to get slightly tired of the routine. I needed to make something more artistic than things I’ve been doing recently. So I decided to make aluminum front mudguard for Kawasaki KZ650 project. However, for my tired mind the very thought about driving through traffic jams to the nearest market where one may buy cut of 2mm aluminum sheet was disgusting. Hence I decided: to hell that 2mm aluminum, I’d better try to hammer front fender from 3mm aluminum I have in my supplies. Since I last time was hammering aluminum I’ve got couple of ideas how to do it better, and I anxious to test them. I took sheet of 3mm aluminum from the shelf, cut the strip of suitable width and bent it into some kind of half ring. Here it is, still mostly flat:

It’s hard not to notice that this aluminum of mine is painted in green. And I believe that some of readers from first look detected that such shade of green might belong only to Army, and they wouldn’t be wrong. I’ve got this aluminum from one of garage neighbors, who in turn found it along with some empty dilapidated wooden boxes of clearly Soviet military appearance in cellar of garage he bought. Firstly I had a thought to sandpaper the paint off before hammering, but then I decided to left it as it is, so during finish sandpapering it would serve as indicator of smoothness.
So I started the work and it looked like my ideas were true, as after first iteration future fender began to look slightly like hmm… fender:


Another might-be-proof of military source of aluminum: paint hardly came off under strikes of my hammers.
I willingly share most of tricks and tips I know or invent during my projects, so I hope you will understand that some of them (chosen) I keep for myself. However I’ give a photo-hint of how to do the work on aluminum hammering.

After secondary iterations front fender looked nice. I hammered it to condition where all remained flaws might be removed by sandpapering, however I borrowed an English wheel to finish the work properly. Current width of the fender is 130 mm and it perfectly fit 110/90-18″ tire. I suppose I’ll decrease width to 120mm after I treat it on English wheel.



It’s hard not to notice that this aluminum of mine is painted in green. And I believe that some of readers from first look detected that such shade of green might belong only to Army, and they wouldn’t be wrong. I’ve got this aluminum from one of garage neighbors, who in turn found it along with some empty dilapidated wooden boxes of clearly Soviet military appearance in cellar of garage he bought. Firstly I had a thought to sandpaper the paint off before hammering, but then I decided to left it as it is, so during finish sandpapering it would serve as indicator of smoothness.
So I started the work and it looked like my ideas were true, as after first iteration future fender began to look slightly like hmm… fender:
Another might-be-proof of military source of aluminum: paint hardly came off under strikes of my hammers.
I willingly share most of tricks and tips I know or invent during my projects, so I hope you will understand that some of them (chosen) I keep for myself. However I’ give a photo-hint of how to do the work on aluminum hammering.
After secondary iterations front fender looked nice. I hammered it to condition where all remained flaws might be removed by sandpapering, however I borrowed an English wheel to finish the work properly. Current width of the fender is 130 mm and it perfectly fit 110/90-18″ tire. I suppose I’ll decrease width to 120mm after I treat it on English wheel.
Kawasaki KZ650 cafe-racer: in progress
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
The following user(s) said Thank You: deano68
Please Log in or Create an account to join the conversation.
- bluej58
-
- Offline
- Sustaining Member
-
Registered
- The chrome don't get you home
- Posts: 2474
- Thanks: 507
Re: KZ650 cafe-racer
09 Dec 2019 16:05
Being a life long carpenter I know what you are doing and I like the way you think ")
78 KZ1000 A2A
The following user(s) said Thank You: gazzz
Please Log in or Create an account to join the conversation.
- Scirocco
-

- Offline
- Premium Member
-

Registered
- Never change a running system
- Posts: 4397
- Thanks: 2260
Re: KZ650 cafe-racer
09 Dec 2019 17:07
Individual parts made with a little blood, pain and sweat are the best and last longer.
My 1975 Z 1 B 900 Project
www.kzrider.com/forum/11-projects/605133...ears-deep-sleep-mode
www.kzrider.com/forum/11-projects/605133...ears-deep-sleep-mode
The following user(s) said Thank You: gazzz
Please Log in or Create an account to join the conversation.
Moderators: Street Fighter LTD