
KZ650 cafe-racer
- gazzz
-
 Topic Author
Topic Author
- Offline
- Sustaining Member
-

Registered
- Posts: 563
- Thanks: 319
Re: KZ650 cafe-racer
31 Oct 2019 14:24
Happy KZ Halloween!


Kawasaki KZ650 cafe-racer: in progress
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Please Log in or Create an account to join the conversation.
- gazzz
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 563
- Thanks: 319
Re: KZ650 cafe-racer
31 Oct 2019 14:24
Kawasaki KZ650 cafe-racer: in progress
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
The following user(s) said Thank You: 650ed, Forrest, bluej58, Scirocco
Please Log in or Create an account to join the conversation.
- waktaylor
-

- Offline
- User
-

Registered
- Posts: 115
- Thanks: 9
Re: KZ650 cafe-racer
01 Nov 2019 06:17
is that a zr550 swing arm?
'78 KZ1000A
www.kzrider.com/forum/11-projects/609320-wakt-out-kz1000#792182
77 KZ650
www.kzrider.com/kunena/11-projects/60951...ut-1977-kz650#793809
77 KZ650
www.kzrider.com/kunena/11-projects/60951...ut-1977-kz650#793809
Please Log in or Create an account to join the conversation.
- gazzz
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 563
- Thanks: 319
Re: KZ650 cafe-racer
03 Nov 2019 09:59
Yep.
Kawasaki KZ650 cafe-racer: in progress
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Please Log in or Create an account to join the conversation.
- gazzz
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 563
- Thanks: 319
Re: KZ650 cafe-racer
05 Nov 2019 11:57 - 05 Nov 2019 11:57
Just some my thoughts about KZ650 cylinder studs and information for those who wish to use OEM cylinder studs but couldn't find complete set of them.
Kawasaki KZ650 as well as KZ750 has 12 cylinder studs with M10 thread of following lengths: 4 studs x 153mm (part number 92004-062), 4 studs x 133mm (92004-1004) and 4 studs x 116mm (92004-1007). The shortest, 116mm studs now are not available not in USA nor in Europe. Taking to account this fact, for majority of people who decided replacing cylinder studs of their KZ there is no other choice, as to purchase aftermarket “heavy duty” studs like those made by APE. However such choice is not for me, as I see “small nuance”. This time it’s about how OEM and aftermarket studs are made: OEM studs have thread M10x1.25mm on top and M10x1.5mm on bottom part, but diameter of their bodies is reduced to 8mm:

Such built is common for motorcycle cylinder studs; and it was designed to lessen load on thread in aluminum where lower ends of studs seat. Cylinder head of KZ tightened by steel nuts with 39Nm of torque. During engine work aluminum of cylinder block and cylinder head expands due to heat, thus increasing load on stud and studs threads. Be stud body of the same diameter as its thread, the weakest point of this system would be a thread in a crankcase. But with body of smaller diameter than thread that could slightly play under the load so threads in aluminum are quite safe even if cylinder head nuts are overtightened. Though APE studs might be great thing if you build turbo charged or high performance engine, in fact for case of mild performance engine like mine, they would be O.T.T. or simply said “overkill”. APE cylinder studs are claimed to be made of chrome moly steel and have rolled threads. In this case weakest point of system definitely would be studs threads in crankcase and overtightening of cylinder head nuts may cause wrecking of those threads. In my repair practice I have seen what overtightened hardware may do with thread in aluminum: it just extract the thread from aluminum body. Afterward you may see that thread as uneven cylinder of aluminum on the thread of bolt that caused havoc. You even could unscrew it from bolt and it holds together.
And tell you what: if I planned my engine as highly charged I would use APE cylinder studs. But I’d first update all crankcase cylinder studs’ threads by thread inserts. Sure, this work should be done very accurately, but it would solve the question of “weakness” of original thread in comparison with heavy duty stud: even simple helicoil will distribute load much better and for larger area of crankcase, than original threads.
However, combination of Wiseco K700 piston kit and KZ750 cylinder head is a mild performance set which gives no reason to make the work on thread, considering that all threads are perfectly intact. So APE studs weren’t my choice, I decided to stick to OEM studs. Surely, unavailability of shortest studs didn’t stop me. I just “looked further in the book” and found that Kawasaki ZR-7 has cylinder studs of the same dimensions: 153mm (P/N 92004-1232), 133mm (P/N 92004-1231) and 116mm (P/N 92004-1233). I ordered them and here they are:

Let’s unpack them:

And compare to KZ650 studs:

As you may see, lengths of studs and threads completely identical. Differences are as follows:
ZR7 studs have thread locking agent factory applied to lower threads;
Body of shortest and longest ZR7 cylinder studs are reinforced in lower parts.


Kawasaki KZ650 as well as KZ750 has 12 cylinder studs with M10 thread of following lengths: 4 studs x 153mm (part number 92004-062), 4 studs x 133mm (92004-1004) and 4 studs x 116mm (92004-1007). The shortest, 116mm studs now are not available not in USA nor in Europe. Taking to account this fact, for majority of people who decided replacing cylinder studs of their KZ there is no other choice, as to purchase aftermarket “heavy duty” studs like those made by APE. However such choice is not for me, as I see “small nuance”. This time it’s about how OEM and aftermarket studs are made: OEM studs have thread M10x1.25mm on top and M10x1.5mm on bottom part, but diameter of their bodies is reduced to 8mm:
Such built is common for motorcycle cylinder studs; and it was designed to lessen load on thread in aluminum where lower ends of studs seat. Cylinder head of KZ tightened by steel nuts with 39Nm of torque. During engine work aluminum of cylinder block and cylinder head expands due to heat, thus increasing load on stud and studs threads. Be stud body of the same diameter as its thread, the weakest point of this system would be a thread in a crankcase. But with body of smaller diameter than thread that could slightly play under the load so threads in aluminum are quite safe even if cylinder head nuts are overtightened. Though APE studs might be great thing if you build turbo charged or high performance engine, in fact for case of mild performance engine like mine, they would be O.T.T. or simply said “overkill”. APE cylinder studs are claimed to be made of chrome moly steel and have rolled threads. In this case weakest point of system definitely would be studs threads in crankcase and overtightening of cylinder head nuts may cause wrecking of those threads. In my repair practice I have seen what overtightened hardware may do with thread in aluminum: it just extract the thread from aluminum body. Afterward you may see that thread as uneven cylinder of aluminum on the thread of bolt that caused havoc. You even could unscrew it from bolt and it holds together.
And tell you what: if I planned my engine as highly charged I would use APE cylinder studs. But I’d first update all crankcase cylinder studs’ threads by thread inserts. Sure, this work should be done very accurately, but it would solve the question of “weakness” of original thread in comparison with heavy duty stud: even simple helicoil will distribute load much better and for larger area of crankcase, than original threads.
However, combination of Wiseco K700 piston kit and KZ750 cylinder head is a mild performance set which gives no reason to make the work on thread, considering that all threads are perfectly intact. So APE studs weren’t my choice, I decided to stick to OEM studs. Surely, unavailability of shortest studs didn’t stop me. I just “looked further in the book” and found that Kawasaki ZR-7 has cylinder studs of the same dimensions: 153mm (P/N 92004-1232), 133mm (P/N 92004-1231) and 116mm (P/N 92004-1233). I ordered them and here they are:
Let’s unpack them:
And compare to KZ650 studs:
As you may see, lengths of studs and threads completely identical. Differences are as follows:
Kawasaki KZ650 cafe-racer: in progress
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Last edit: 05 Nov 2019 11:57 by gazzz.
The following user(s) said Thank You: 650ed, TexasKZ, gordone, Scirocco, katit
Please Log in or Create an account to join the conversation.
- gazzz
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 563
- Thanks: 319
Re: KZ650 cafe-racer
13 Nov 2019 10:45
Carburetors were ready for assembling, however I have a couple of other works to attend to, thus I placed parts of my Mikuni BS24 carburetors onto the shelves and smaller of them I put in caps from carburetor cleaner spray, grouped according to their destination. Those carburetor cleaner caps are mighty useful things when it comes to sorting small parts/hardware that one doesn’t wish to mess to.

Cap with parts for one carburetor contains such set of parts:
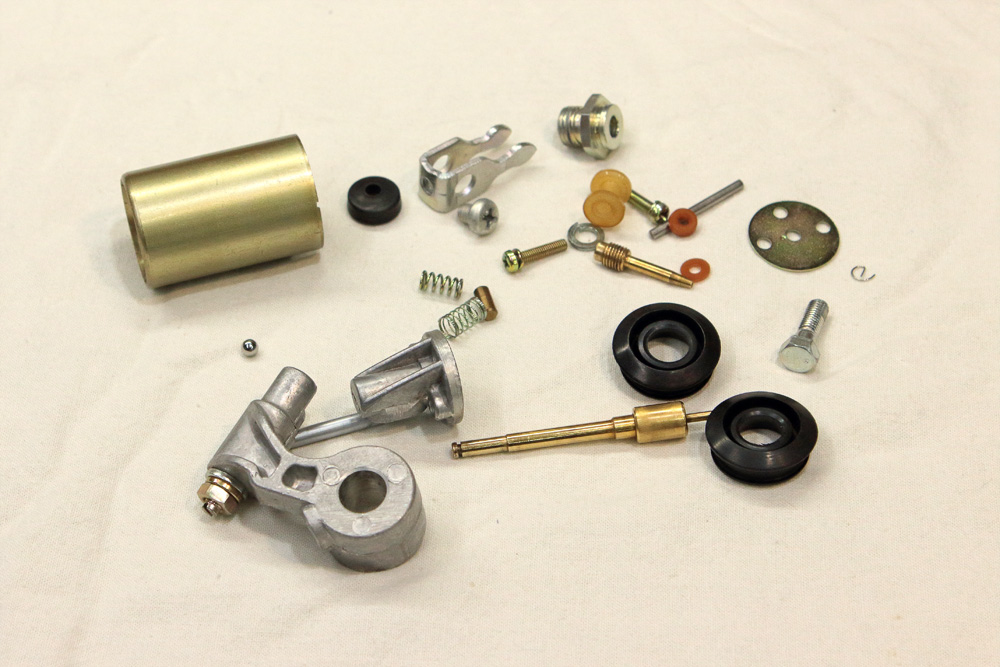
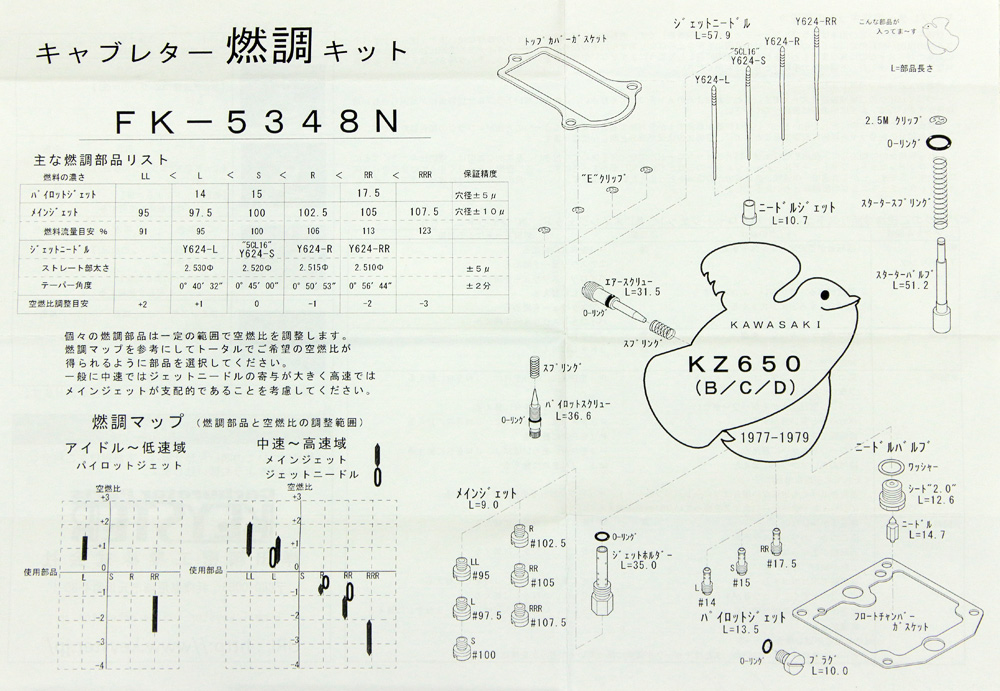
And sure, I have to remind that I have a Keyster FK-5348N set of parts for every carburetor.
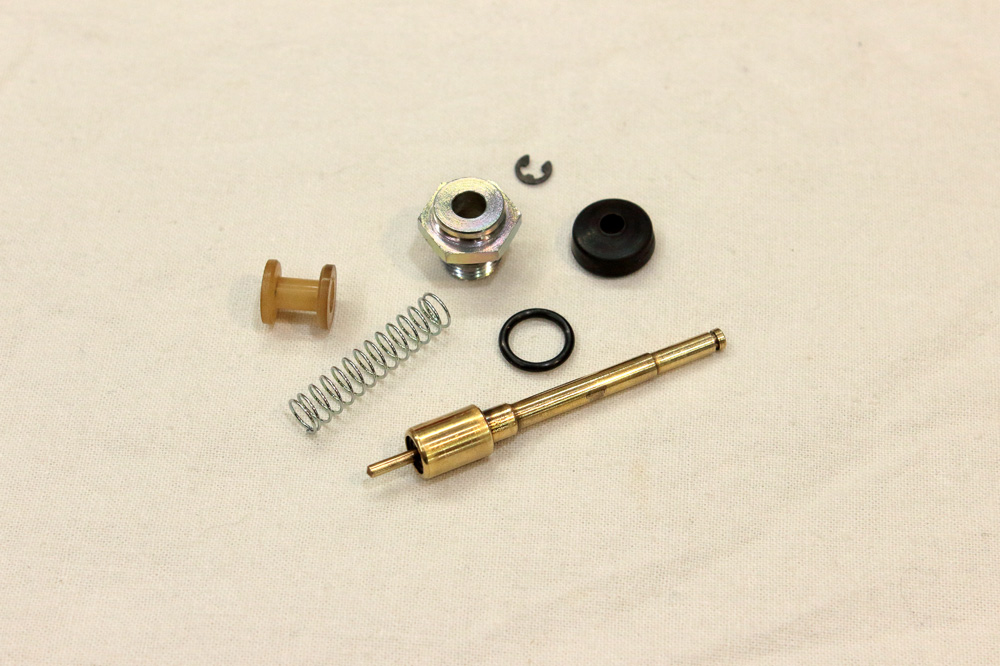
Let’s start assembling from start plungers.

Then we are about to assemble throttle assembly for every carburetor.
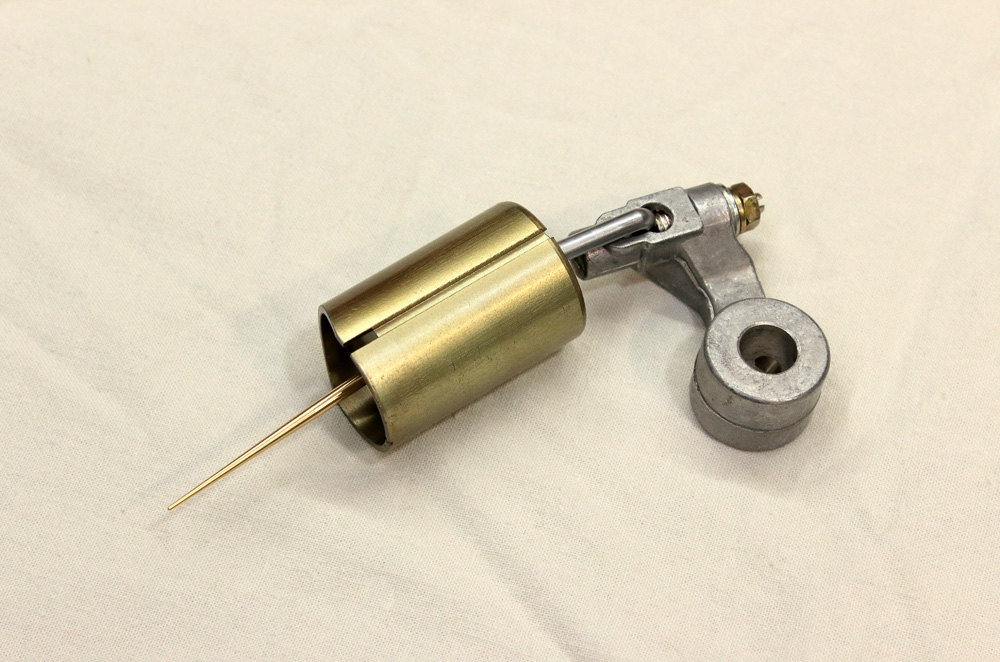
After some thoughts I decided to grease throttle arm joints and throttle shaft bushings with Plastitube grease. It’s suitable for such kind of application and it withstands high temperatures as it’s designed to be used in brake systems.
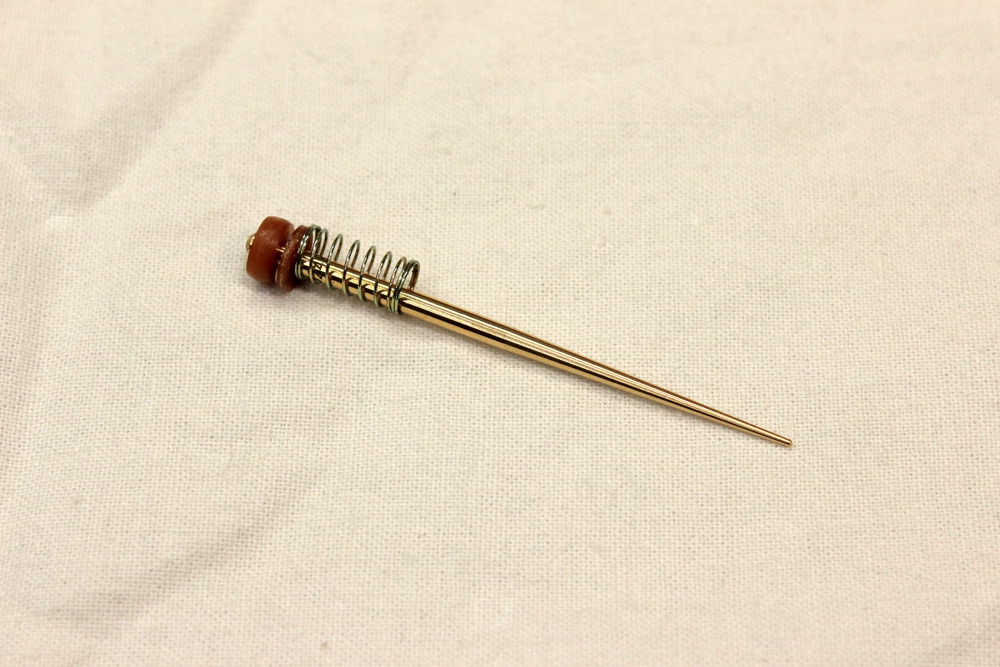
Now let’s pack every carburetor body with pilot jet, needle jet, emulsion tube (air bleeding pipe), main jets and starter plungers. Mind, you have to install all starter plungers before assembling carburetors rack, as after starter plunger’ nut on second carburetor couldn’t be easily accessed with wrench or socket.
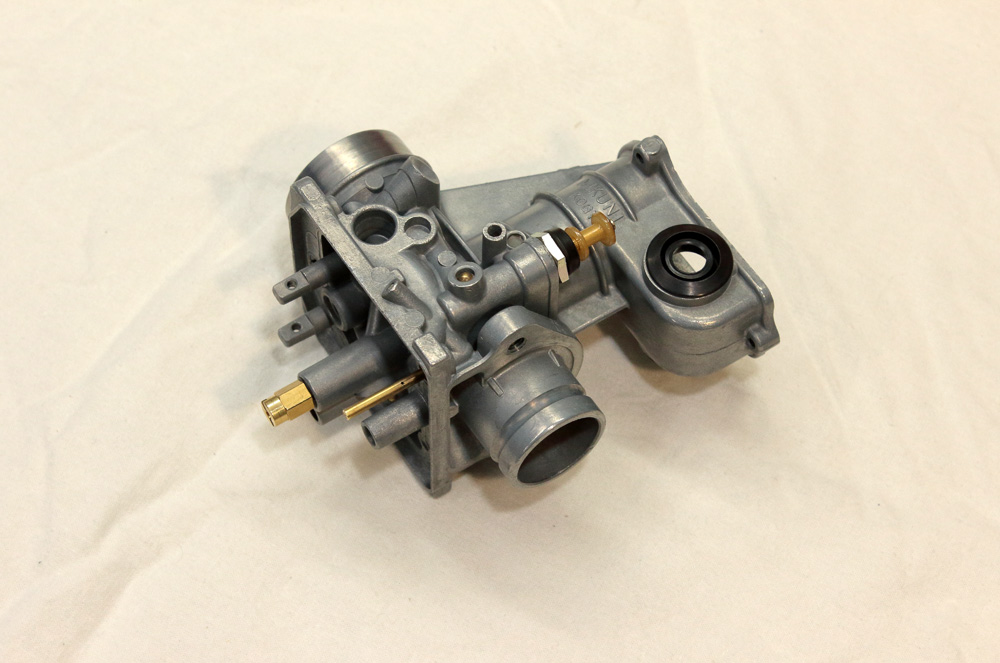
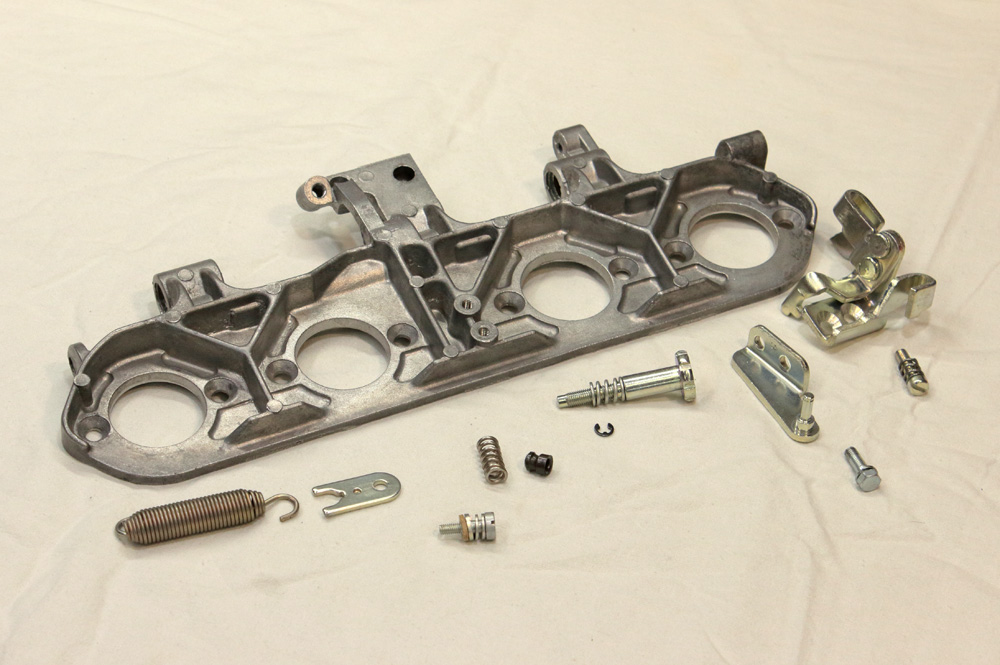
With that job done we could proceed to heat shield (mounting plate) assembly.
Cap with parts for one carburetor contains such set of parts:
And sure, I have to remind that I have a Keyster FK-5348N set of parts for every carburetor.
Let’s start assembling from start plungers.
Then we are about to assemble throttle assembly for every carburetor.
After some thoughts I decided to grease throttle arm joints and throttle shaft bushings with Plastitube grease. It’s suitable for such kind of application and it withstands high temperatures as it’s designed to be used in brake systems.
Now let’s pack every carburetor body with pilot jet, needle jet, emulsion tube (air bleeding pipe), main jets and starter plungers. Mind, you have to install all starter plungers before assembling carburetors rack, as after starter plunger’ nut on second carburetor couldn’t be easily accessed with wrench or socket.
With that job done we could proceed to heat shield (mounting plate) assembly.
Kawasaki KZ650 cafe-racer: in progress
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Please Log in or Create an account to join the conversation.
- gazzz
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 563
- Thanks: 319
Re: KZ650 cafe-racer
13 Nov 2019 10:49
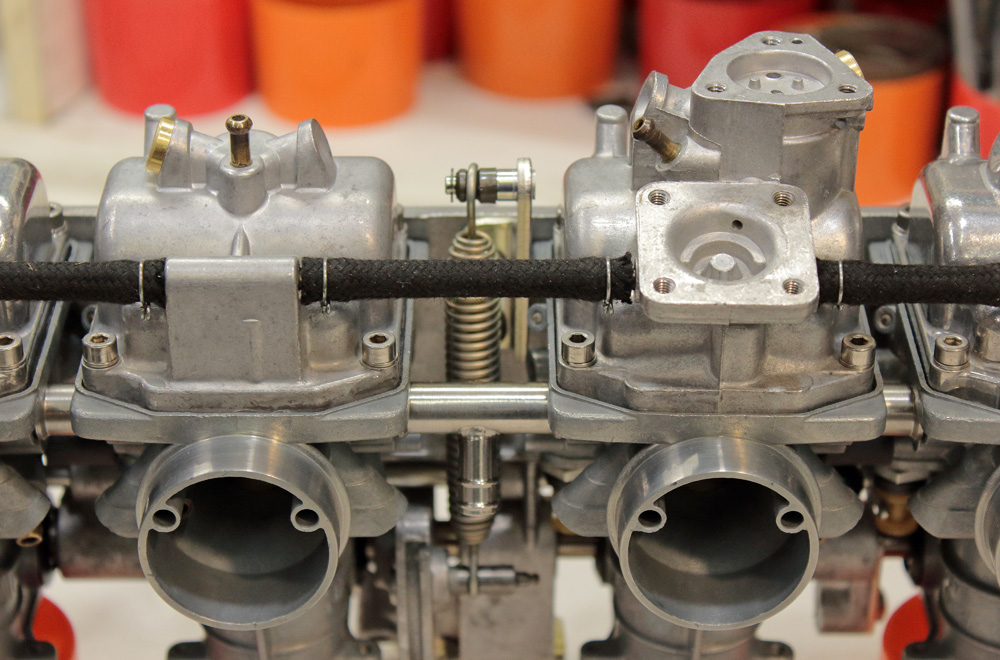
And step by step we came to point where we could connect all four carburetors using choke system pipes and new PMC fuel joints.
Be this carburetors assembly part of restoration project, I’d have no choice, but use original hardware. However, its custom project so I found no objection against using stainless steel hardware with hexagonal sockets, including those screws with countersunk heads for carburetors to heat shield mounting.
Another little warning: don’t forget put throttle pulley into the assembly before you screw carburetors to heat shield.
After rack is assembled, we could put into carburetors throttle assemblies and install throttle shaft and then choke actuator.

Yet one usage for caps from carburetor cleaner rattle cans: rack of carburetors might be installed upside down on two of them. thus installation of last components became easy game. Valve seats and valve needles on their place, as well as small O-ring for accelerating pump jets.

I have two racks of carburetors. so in last moment decided to use floats from second rack just for the reason that their brass parts are more bright.
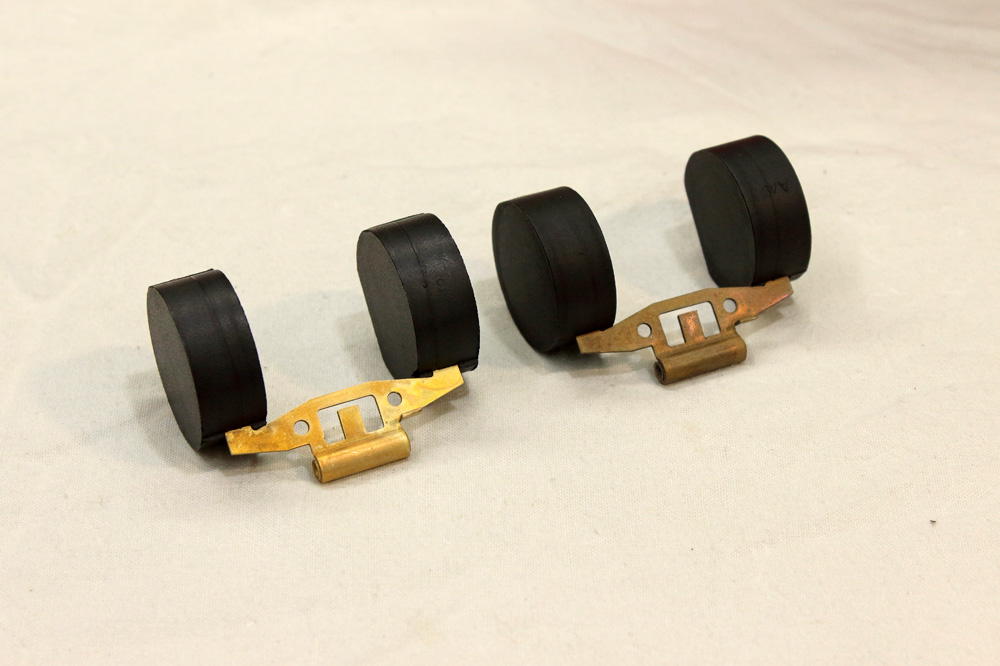
After I installed floats I adjusted their height according to information in service manual.
Be this carburetors assembly part of restoration project, I’d have no choice, but use original hardware. However, its custom project so I found no objection against using stainless steel hardware with hexagonal sockets, including those screws with countersunk heads for carburetors to heat shield mounting.
Another little warning: don’t forget put throttle pulley into the assembly before you screw carburetors to heat shield.
After rack is assembled, we could put into carburetors throttle assemblies and install throttle shaft and then choke actuator.
Yet one usage for caps from carburetor cleaner rattle cans: rack of carburetors might be installed upside down on two of them. thus installation of last components became easy game. Valve seats and valve needles on their place, as well as small O-ring for accelerating pump jets.
I have two racks of carburetors. so in last moment decided to use floats from second rack just for the reason that their brass parts are more bright.
After I installed floats I adjusted their height according to information in service manual.
Kawasaki KZ650 cafe-racer: in progress
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Please Log in or Create an account to join the conversation.
- gazzz
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 563
- Thanks: 319
Re: KZ650 cafe-racer
13 Nov 2019 10:53
I also head a small issue with Keyster float bowl gaskets. The hole for the pilot screw shaft (in fact for shaft where pilot screw has to be, as only early models of VM24 carburetors has it there) turned out to be a little smaller than original one. Keyster gaskets are made not of paper, but of two layers of rubber with reinforcing layer of fabric between them, see photos below:
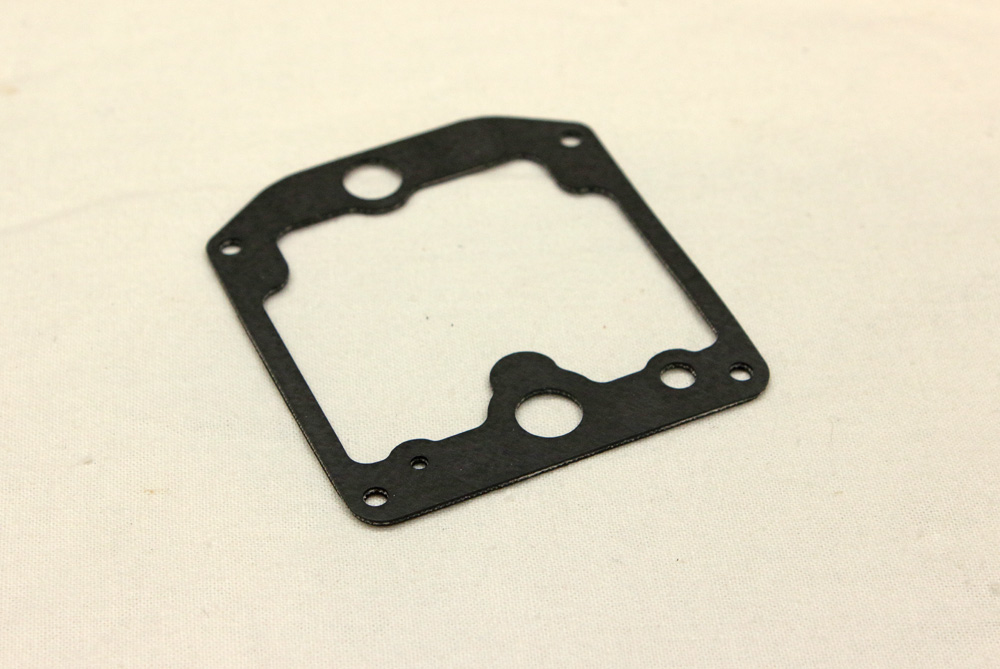
Thus it was just a matter of some accurate Dremel work to fit them perfectly.
With gaskets issue being solved, installation of float bowls was only a matter of five minutes. For float bowls I chose stainless steel Allen bolts with cylindrical heads. New fuel hoses that connect bowls and are the part of accelerating pump system took a bit more time, but soon I also installed them and fixed with clamps.

My next task was accelerating pump and its fuel valve. OEM diaphragms for both of them are not available now, so I bought this K&L repair kit:

Triangle thing on very bottom of second float bowl is valve actuator. As I wrote in one of my earlier posts, there are three types of Mikuni VM24 carburetors for Kawasaki KZ650 with accelerating pump. On some Mikuni VM24 carburetors chamber of valve actuator connected by channel to mostly same point where vacuum port for fuel tap is. Thus valve cuts fuel off when manifold vacuum is strong enough to overpower valve diaphragm spring. On some VM24 carburetors (like rack I own) there is no vacuum port in body of second carburetor, thus spring always keeps diaphragm in one position and valve is always open. This means that accelerating pump always has fuel and is ready to operate whenever you jerk throttle. Third type of VM24 carburetors have no valve at all, just uncovered place for diaphragm. In these carburetors accelerating pump always has fuel too.
Here is K&L valve diaphragm in comparing to OEM. That needle you may see on one side of diaphragm presses the valve in float bowl and opens it.
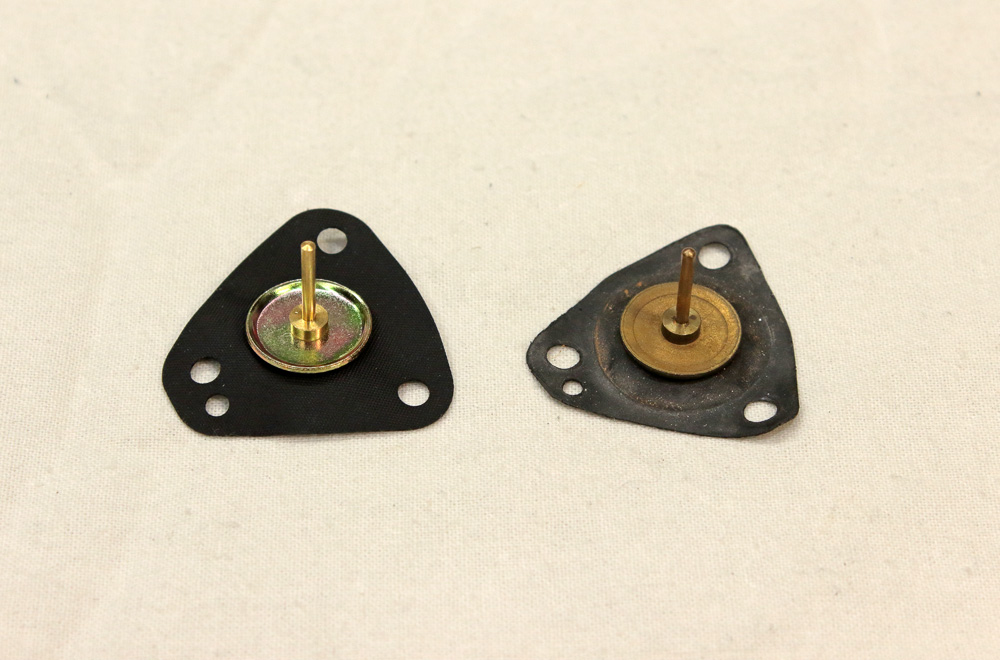

K&L spring is slightly stronger than OEM.

Thus it was just a matter of some accurate Dremel work to fit them perfectly.
With gaskets issue being solved, installation of float bowls was only a matter of five minutes. For float bowls I chose stainless steel Allen bolts with cylindrical heads. New fuel hoses that connect bowls and are the part of accelerating pump system took a bit more time, but soon I also installed them and fixed with clamps.
My next task was accelerating pump and its fuel valve. OEM diaphragms for both of them are not available now, so I bought this K&L repair kit:
Triangle thing on very bottom of second float bowl is valve actuator. As I wrote in one of my earlier posts, there are three types of Mikuni VM24 carburetors for Kawasaki KZ650 with accelerating pump. On some Mikuni VM24 carburetors chamber of valve actuator connected by channel to mostly same point where vacuum port for fuel tap is. Thus valve cuts fuel off when manifold vacuum is strong enough to overpower valve diaphragm spring. On some VM24 carburetors (like rack I own) there is no vacuum port in body of second carburetor, thus spring always keeps diaphragm in one position and valve is always open. This means that accelerating pump always has fuel and is ready to operate whenever you jerk throttle. Third type of VM24 carburetors have no valve at all, just uncovered place for diaphragm. In these carburetors accelerating pump always has fuel too.
Here is K&L valve diaphragm in comparing to OEM. That needle you may see on one side of diaphragm presses the valve in float bowl and opens it.
K&L spring is slightly stronger than OEM.
Kawasaki KZ650 cafe-racer: in progress
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Please Log in or Create an account to join the conversation.
- gazzz
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 563
- Thanks: 319
Re: KZ650 cafe-racer
13 Nov 2019 10:57
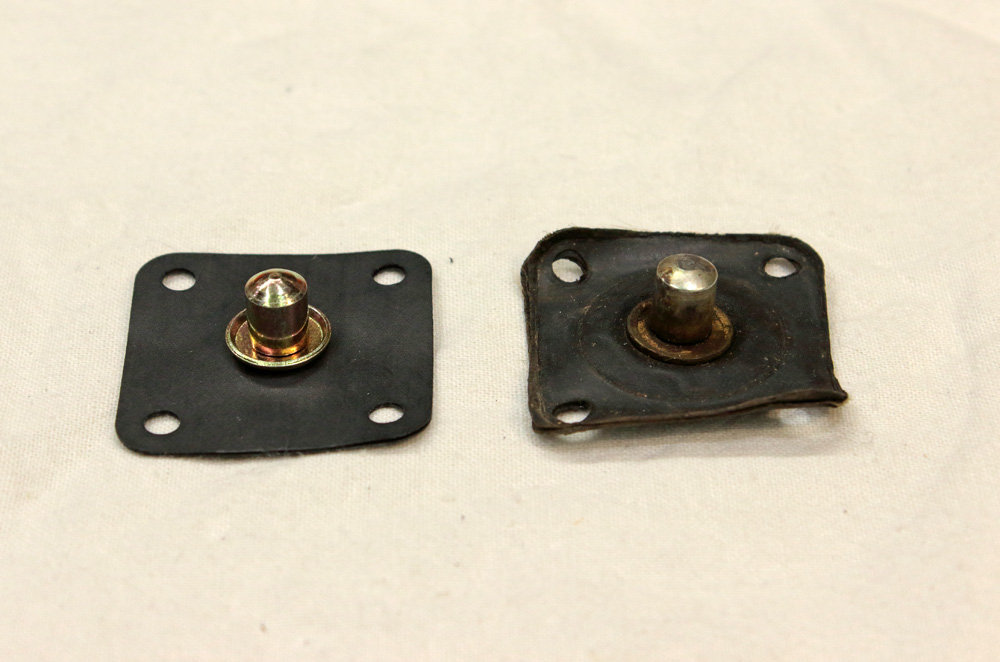
Accelerating pump diaphragm is square. K&L diaphragm corresponds OEM in most respects, except of how it holds returning spring. And here I found a little issue. As you may see, OEM diaphragm has protrusion in its center to hold spring on it while K&L has a bowl for this purpose.

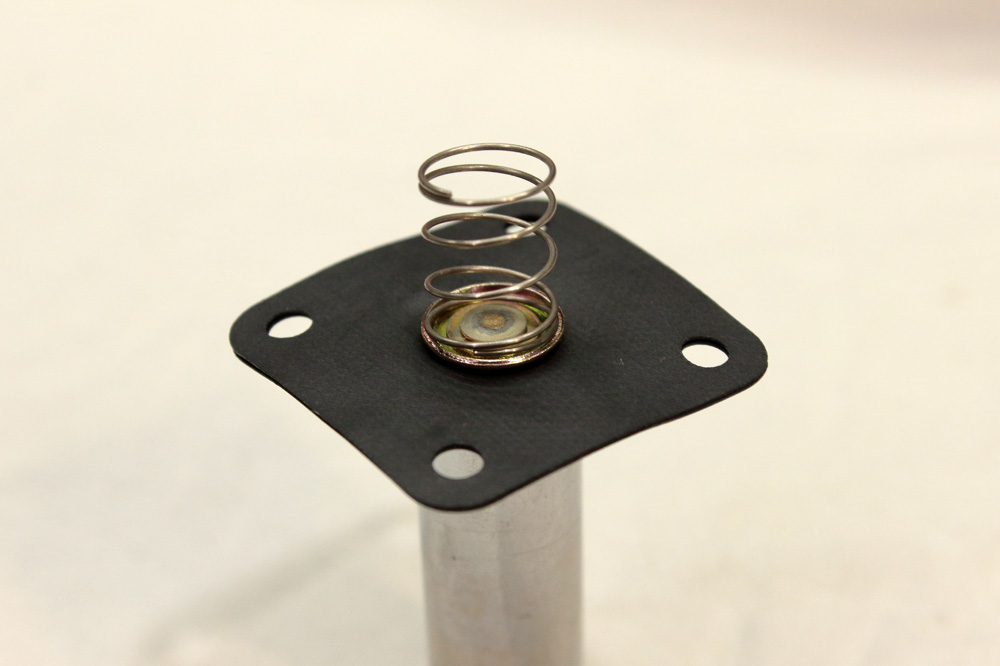
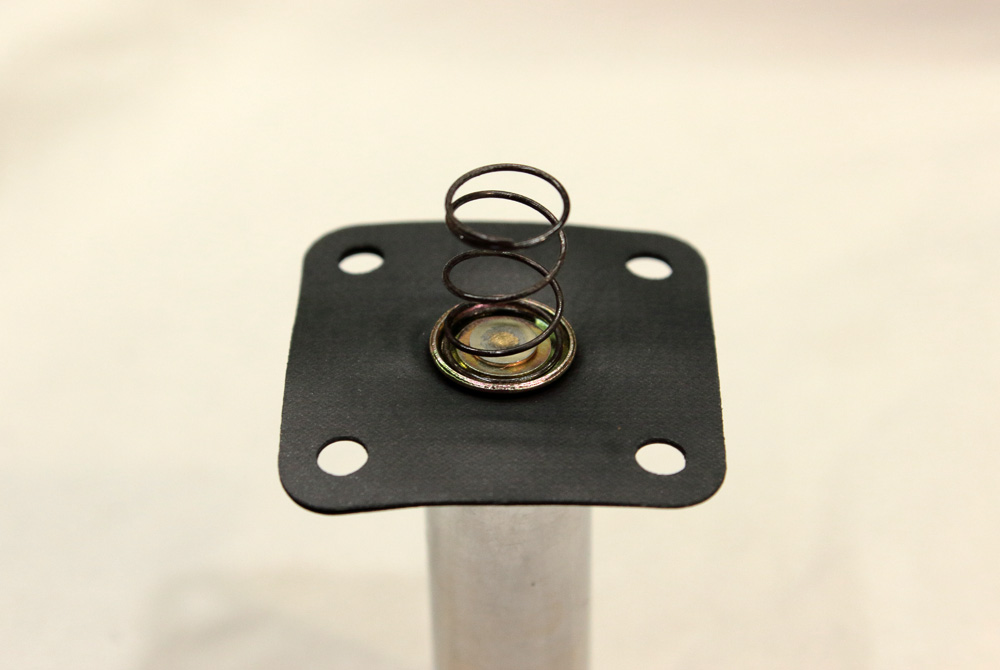
K&L returning spring has larger diameter than OEM spring and it doesn’t seat properly in bowl of K&L diaphragm. I tried to tighten slightly the final round of spring but it did no good. Thus, there is possibility that this “unsettled” spring end may move sideways and damage diaphragm. I decided to not take a risk and used old OEM spring. Later I’ll get it zinc plated to protect it from corrosion.

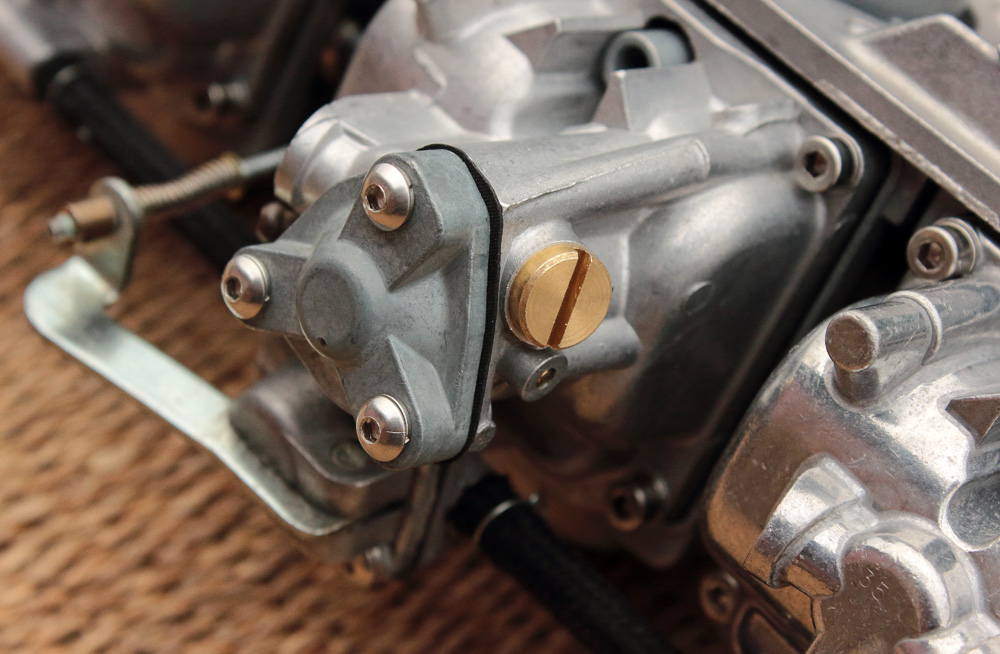
For covers of accelerator pump and its valve I chose stainless steel Allen bolts with button heads.

Once I finished with accelerating pump I had only one task ahead: to install carburetors top covers. I used the same type of screws, as for accelerating pump, they looks great there.

K&L returning spring has larger diameter than OEM spring and it doesn’t seat properly in bowl of K&L diaphragm. I tried to tighten slightly the final round of spring but it did no good. Thus, there is possibility that this “unsettled” spring end may move sideways and damage diaphragm. I decided to not take a risk and used old OEM spring. Later I’ll get it zinc plated to protect it from corrosion.
For covers of accelerator pump and its valve I chose stainless steel Allen bolts with button heads.
Once I finished with accelerating pump I had only one task ahead: to install carburetors top covers. I used the same type of screws, as for accelerating pump, they looks great there.
Kawasaki KZ650 cafe-racer: in progress
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Please Log in or Create an account to join the conversation.
- gazzz
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 563
- Thanks: 319
Re: KZ650 cafe-racer
13 Nov 2019 10:58 - 13 Nov 2019 11:01
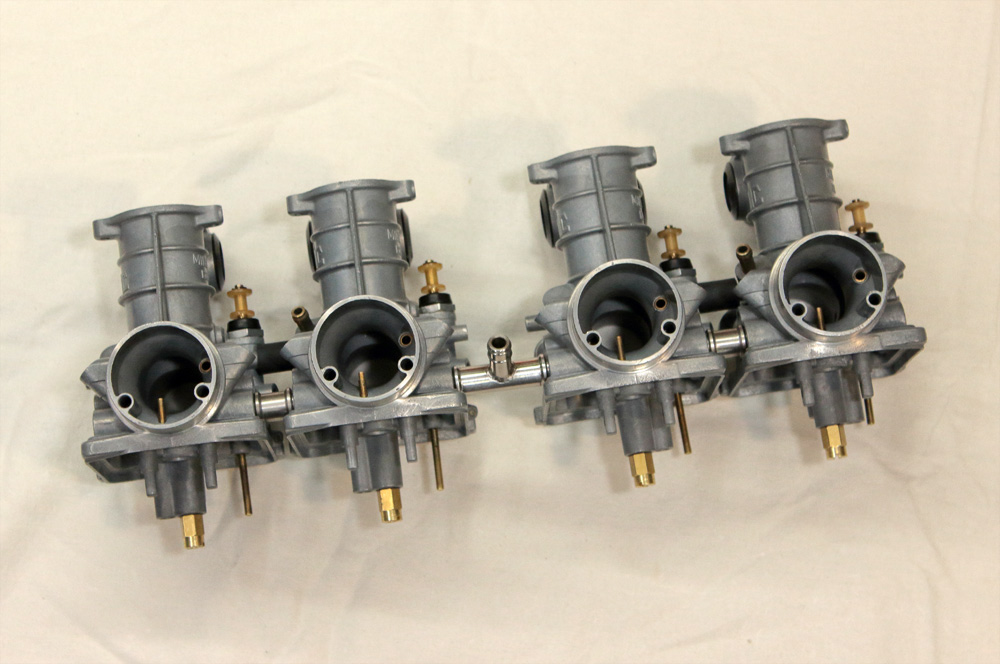
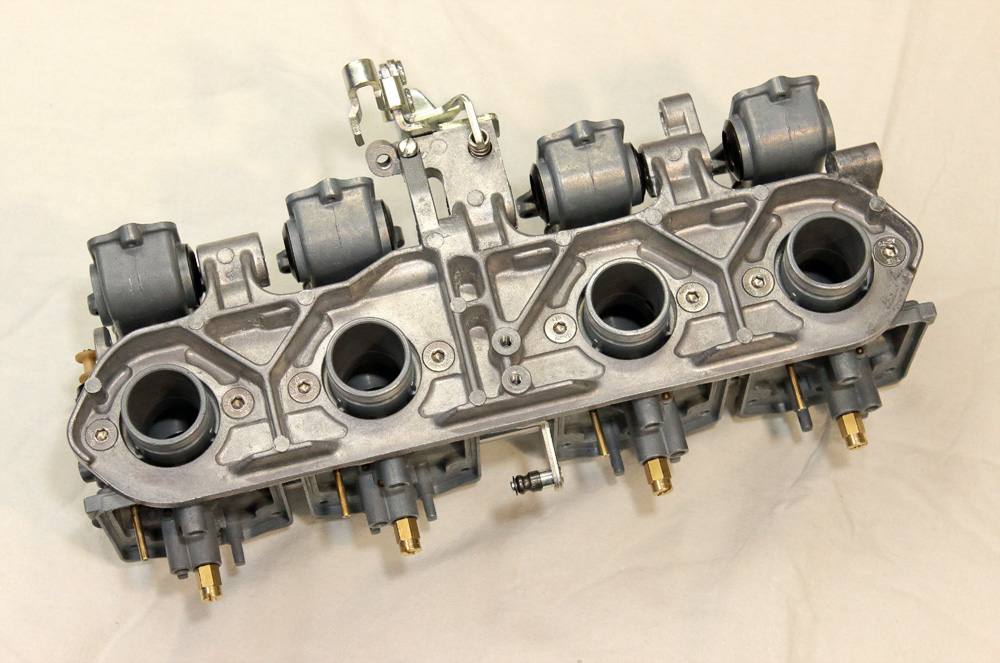
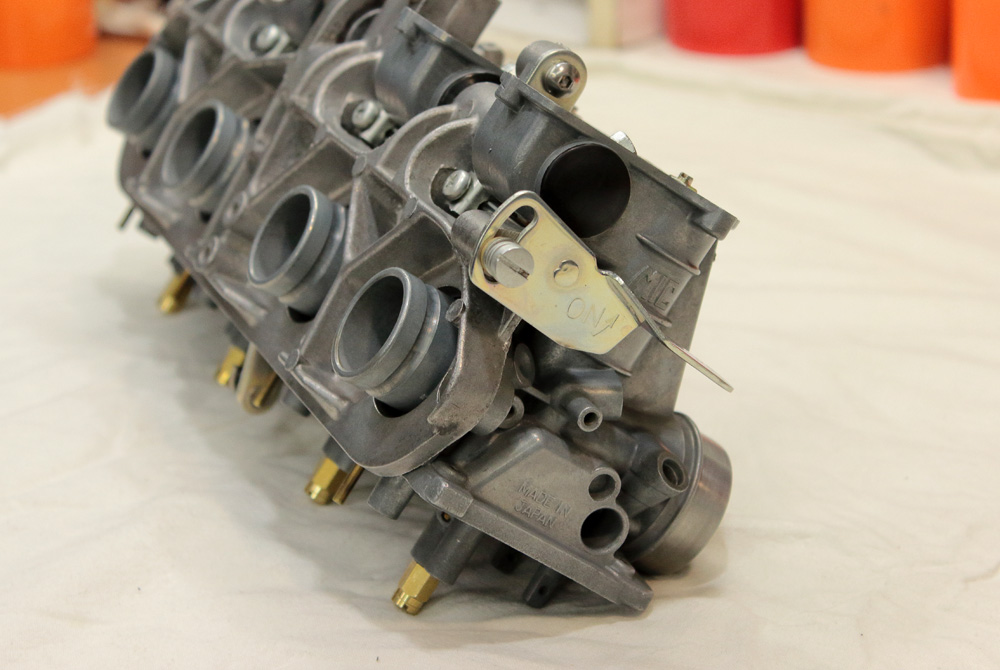
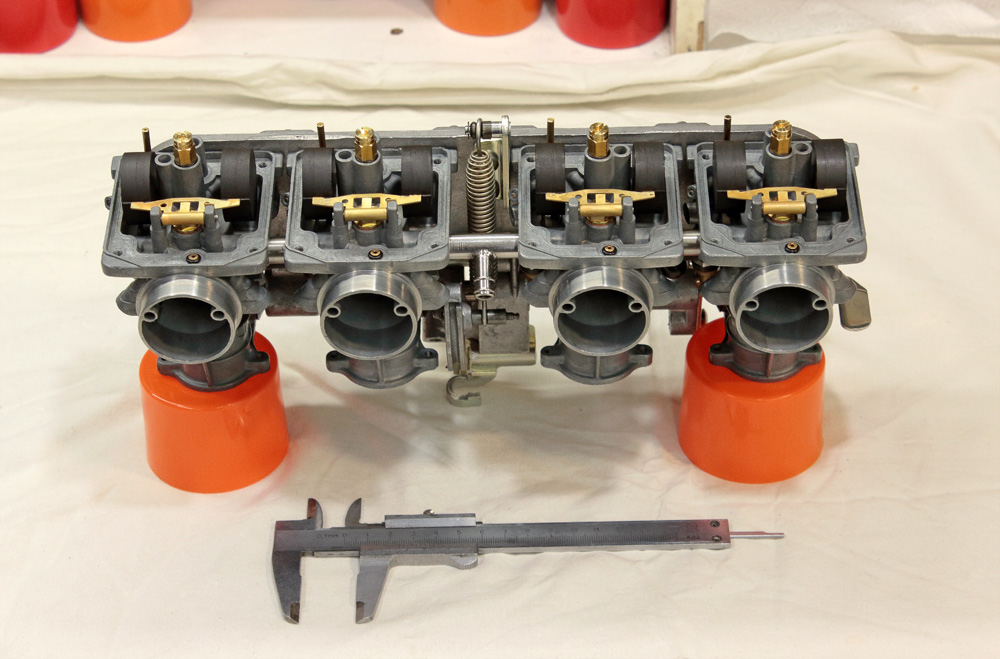
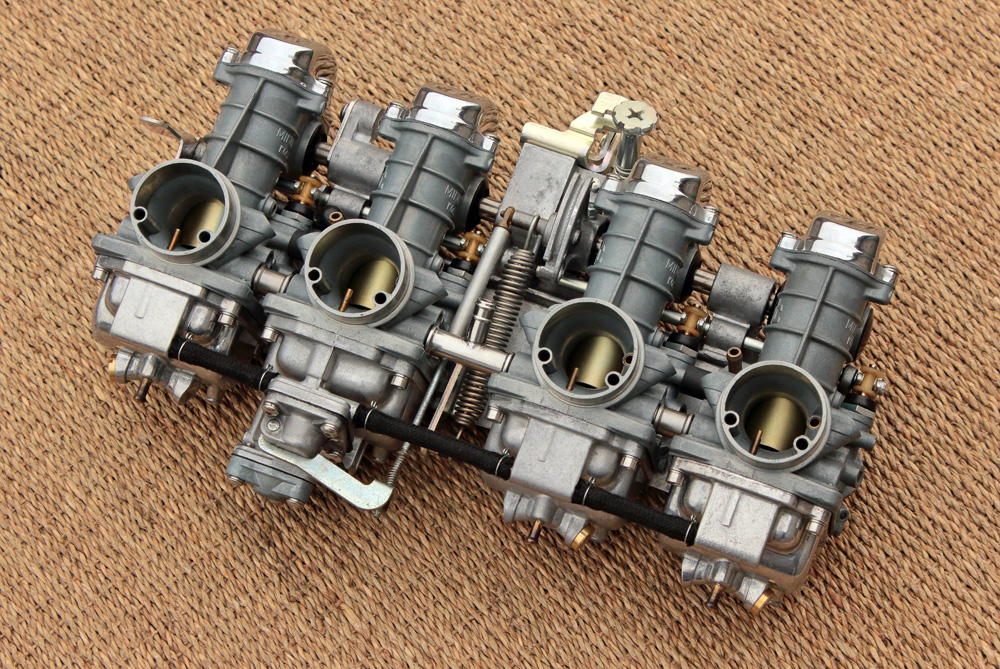
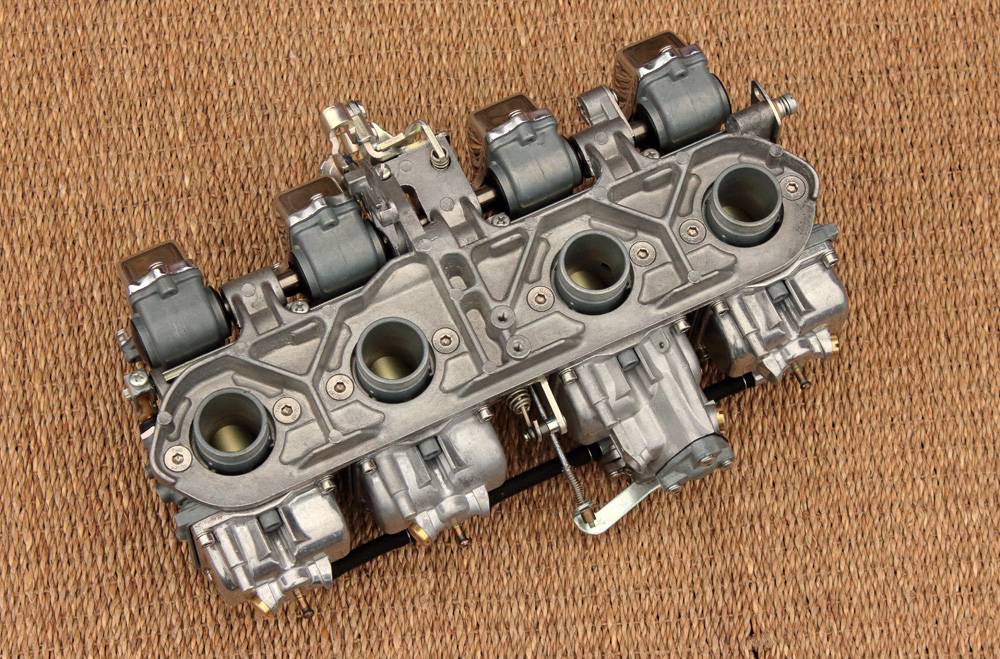
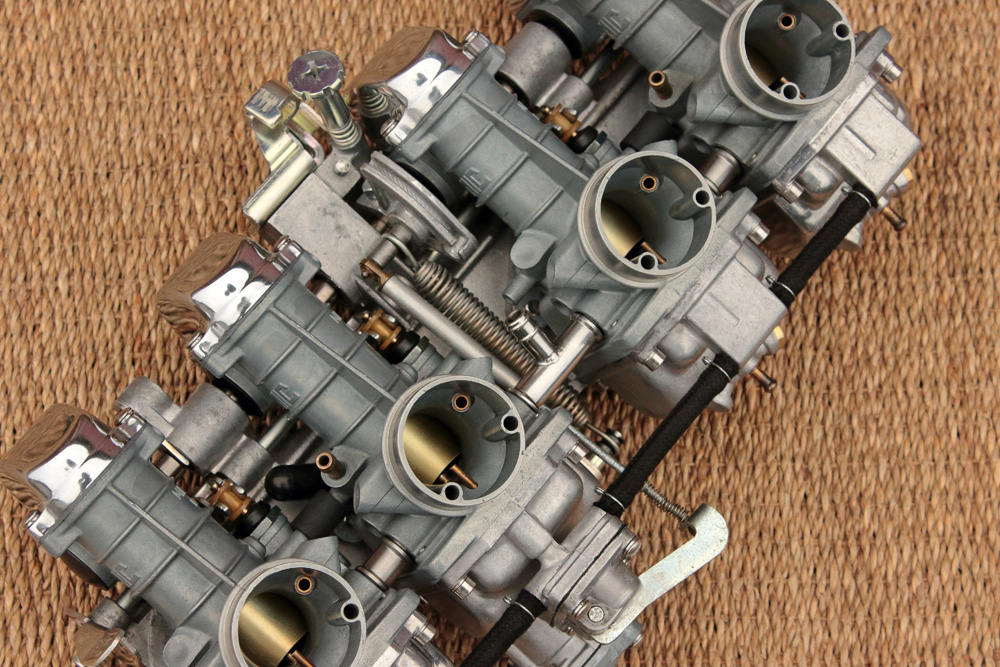
And sure, here are few photos of assembled carburetor rack. I have to check fuel level and make initial synchronization, but this operation, as well as overflow hoses and air vent hoses installation I’ll do later.



Kawasaki KZ650 cafe-racer: in progress
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Last edit: 13 Nov 2019 11:01 by gazzz.
The following user(s) said Thank You: Scirocco
Please Log in or Create an account to join the conversation.
- Nessism
-

- Away
- Sustaining Member
-
Registered
- Posts: 8070
- Thanks: 3454
Re: KZ650 cafe-racer
13 Nov 2019 16:43 - 13 Nov 2019 16:44
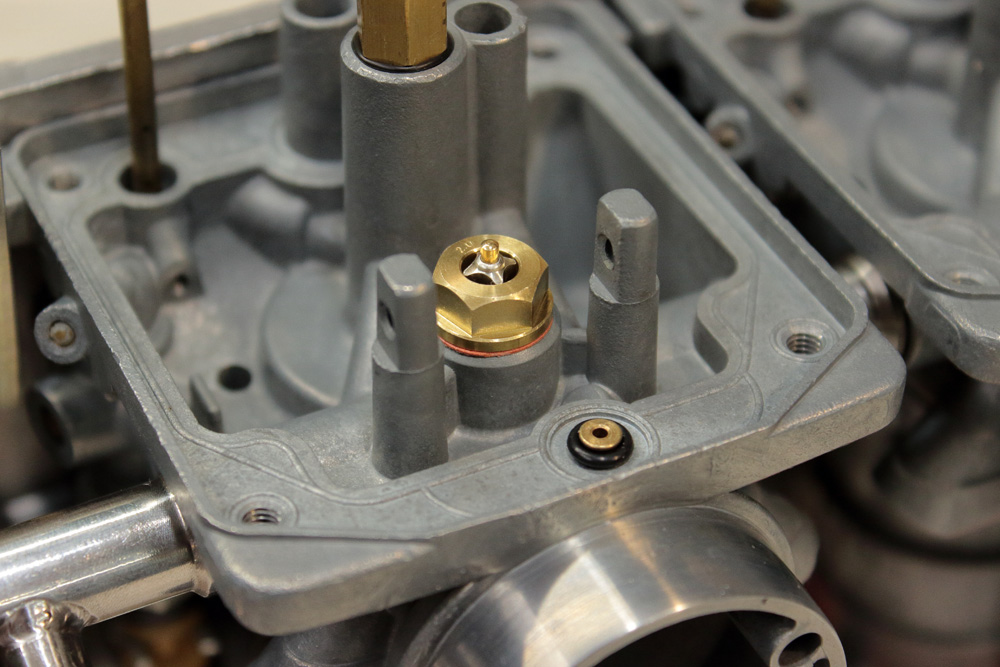
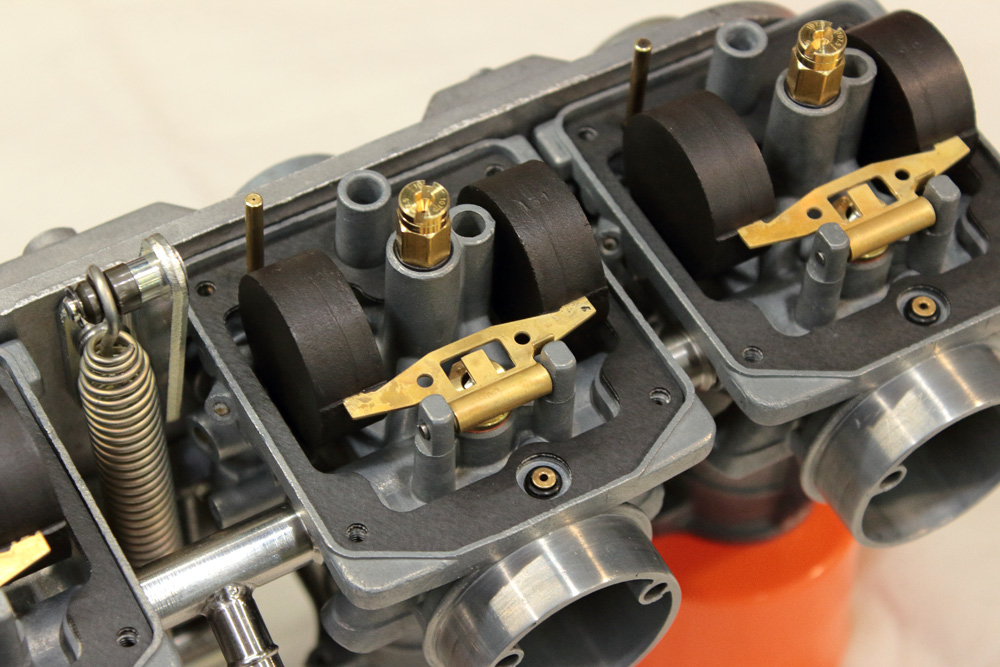
Did you measure float height? I say this because it's normal for the float needle tap on the float to angle downward slightly and yours seem to angle up.
Those carbs look amazing BTW. Well done!
Those carbs look amazing BTW. Well done!
Ed
Carb O-ring Kits : www.kzrider.com/forum/14-vendor-forum/62...rburetor-o-ring-kits
www.kzrider.com/forum/faq-wiki/618026-new-owner-things-to-know
1981 KZ750E2
www.kzrider.com/forum/11-projects/604901...z750e-project-thread
Carb O-ring Kits : www.kzrider.com/forum/14-vendor-forum/62...rburetor-o-ring-kits
www.kzrider.com/forum/faq-wiki/618026-new-owner-things-to-know
1981 KZ750E2
www.kzrider.com/forum/11-projects/604901...z750e-project-thread
Last edit: 13 Nov 2019 16:44 by Nessism.
The following user(s) said Thank You: gazzz
Please Log in or Create an account to join the conversation.
- gazzz
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 563
- Thanks: 319
Re: KZ650 cafe-racer
14 Nov 2019 08:44
Thank you, Ed!
Both my sets of carburetors have mostly same angle of float tang (as shown on pictures above) that pretty correspond 23 +/- 1mm of float height indicated in 1981 OEM service manual. In fact I set them to 24mm. However, I will check fuel level later to see if it is correct.
Both my sets of carburetors have mostly same angle of float tang (as shown on pictures above) that pretty correspond 23 +/- 1mm of float height indicated in 1981 OEM service manual. In fact I set them to 24mm. However, I will check fuel level later to see if it is correct.
Kawasaki KZ650 cafe-racer: in progress
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
Kawasaki Zephyr 750 (810ccm, 4in4, spoked wheels)
Honda CB815 "Eight Fifteen" cafe-racer
Yamaha XJ "Eight Ball" cafe-racer
www.gazzz-garage.com
The following user(s) said Thank You: Nessism
Please Log in or Create an account to join the conversation.
Moderators: Street Fighter LTD