
Stripped cam bearing threads - shim under buckets
- daveo
-

- Offline
- Premium Member
-

Registered
- Posts: 3057
- Thanks: 811
Re: Stripped cam bearing threads - shim under buckets
09 Feb 2020 12:47 - 10 Feb 2020 09:05
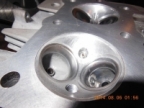
Pics to aid discussion:
Can a successful Big-Sert repair be made without using the flange tool (shown in picture), to avoid affecting the dowel-bore portion of the hole itself?



")
Can a successful Big-Sert repair be made without using the flange tool (shown in picture), to avoid affecting the dowel-bore portion of the hole itself?
1982 KZ1100-A2 bike
1984 ZN/ZX1100 motor
1984 ZN/ZX1100 motor
Last edit: 10 Feb 2020 09:05 by daveo.
Please Log in or Create an account to join the conversation.
- DoctoRot
-

- Offline
- Sustaining Member
-

Registered
- Oh, the usual... I bowl, I drive around...
- Posts: 2604
- Thanks: 765
Re: Stripped cam bearing threads - shim under buckets
09 Feb 2020 15:10 - 09 Feb 2020 15:23
I do have access to a lathe and mill. I’m a self taught hobbiest and this is something I think I can do but the accuracy of the locating dowels worries me. How accurate do the locating dowels need to be? My only worry is that if I replace the locating dowel and my insert is off a little bit it will throw the cap alignment off and chew up bearings.
Last edit: 09 Feb 2020 15:23 by DoctoRot.
Please Log in or Create an account to join the conversation.
- zed1015
-

- Offline
- User
-

Registered
- Posts: 3214
- Thanks: 1892
Re: Stripped cam bearing threads - shim under buckets
09 Feb 2020 15:52 - 09 Feb 2020 15:54
They need to be accurate if you want to replicate the original set up and using the cap as a drilling guide with cam installed should be as good as anybody can get.
As said previously the dowels were only there to locate the caps during the line boring process and their importance in use is overly exaggerated.
The cap is self aligning on the cam and once bolted down can't move.
How many split shell big end bearings do you see with location dowels ? practically none... and they have to cope with more than a simple stationary rotating shaft.
Just fix the thread with an 10mm slug flush with the head, forget the dowel and use the cap as a guide for drilling and tapping the 6mm thread.
If it's an end float control cap you only need the one dowel to stop it moving sideways anyway.
As said previously the dowels were only there to locate the caps during the line boring process and their importance in use is overly exaggerated.
The cap is self aligning on the cam and once bolted down can't move.
How many split shell big end bearings do you see with location dowels ? practically none... and they have to cope with more than a simple stationary rotating shaft.
Just fix the thread with an 10mm slug flush with the head, forget the dowel and use the cap as a guide for drilling and tapping the 6mm thread.
If it's an end float control cap you only need the one dowel to stop it moving sideways anyway.
AIR CORRECTOR JETS FOR VM CARBS AND ETHANOL RESISTANT VITON CHOKE PLUNGER SEAL REPLACMENT FOR ALL CLASSIC AND MODERN MOTORCYCLE CARBURETTORS
www.kzrider.com/23-for-sale/611992-air-c...lide-mikunis?start=0
www.kzrider.com/23-for-sale/611992-air-c...lide-mikunis?start=0
Last edit: 09 Feb 2020 15:54 by zed1015.
The following user(s) said Thank You: DoctoRot, Puffin, SWest, Scirocco
Please Log in or Create an account to join the conversation.
- DoctoRot
-
- Offline
- Sustaining Member
-
Registered
- Oh, the usual... I bowl, I drive around...
- Posts: 2604
- Thanks: 765
Re: Stripped cam bearing threads - shim under buckets
09 Feb 2020 19:53
great advice. thank you.
Please Log in or Create an account to join the conversation.
- daveo
-
- Offline
- Premium Member
-
Registered
- Posts: 3057
- Thanks: 811
Re: Stripped cam bearing threads - shim under buckets
10 Feb 2020 09:10daveo wrote: Pics to aid discussion:
Can a successful Big-Sert repair be made without using the flange tool (shown in picture), to avoid affecting the dowel-bore portion of the hole itself?
Please note the question above images. Thanks.
1982 KZ1100-A2 bike
1984 ZN/ZX1100 motor
1984 ZN/ZX1100 motor
Please Log in or Create an account to join the conversation.
- DoctoRot
-
- Offline
- Sustaining Member
-
Registered
- Oh, the usual... I bowl, I drive around...
- Posts: 2604
- Thanks: 765
Re: Stripped cam bearing threads - shim under buckets
10 Feb 2020 10:20
The dowel is 8mm, so no, Big-serts cannot be used without negating the dowel. However the standard time-serts can be used with the dowel.
I have ordered material for the sleeves, I'm going to do all 16 so i don't have to revisit this again later.
Zed - I have a nice m10 x 1.25 thread former. This seems like the perfect application for it. Any thoughts on thread formers vs taps?
I have ordered material for the sleeves, I'm going to do all 16 so i don't have to revisit this again later.
Zed - I have a nice m10 x 1.25 thread former. This seems like the perfect application for it. Any thoughts on thread formers vs taps?
The following user(s) said Thank You: daveo
Please Log in or Create an account to join the conversation.
- kevski
-

- Offline
- User
-
Registered
- Posts: 454
- Thanks: 174
Re: Stripped cam bearing threads - shim under buckets
10 Feb 2020 12:17zed1015 wrote: If you haven't a lathe.
You can drill and tap to M10 max ( decent pillar drill needed )
Then fit a solid steel M10 slug flush with the head. ( use M10 x 1.25 or 1.5mm threaded bar, studs or bolts as slug material )
Bolt on the cap and use the hole as a guide to get the center for drilling and tapping back to 6mm.
Once done you can then drill 8mm to take the dowel.
The success of this obviously relies on your skill, accuracy and mechanical competence etc
If you have a lathe you can make the whole slug and location dowel in one piece as in the attached pic.
I'm just about to do a head that needs all 16 doing.

I done some of those for Mr Puffin on our UK Z1 owners Rob, still running the motor as far as i know.
Please Log in or Create an account to join the conversation.
- zed1015
-
- Offline
- User
-
Registered
- Posts: 3214
- Thanks: 1892
Re: Stripped cam bearing threads - shim under buckets
10 Feb 2020 15:48The only problem I see with a thread forming tap is that the pilot hole has to be bigger than would be used for a normal cutting tap and the top of the pilot hole for normal tapping is already only 1mm away from the shell seat.DoctoRot wrote: Zed - I have a nice m10 x 1.25 thread former. This seems like the perfect application for it. Any thoughts on thread formers vs taps?
There's a good possibility that the forming tap and guide hole will break into or distort the shell seat .
It's not a big issue though as the small area affected could just be eased back with some emery.
With a plain cutting tap there's just enough room to cut the thread without breaking through..
AIR CORRECTOR JETS FOR VM CARBS AND ETHANOL RESISTANT VITON CHOKE PLUNGER SEAL REPLACMENT FOR ALL CLASSIC AND MODERN MOTORCYCLE CARBURETTORS
www.kzrider.com/23-for-sale/611992-air-c...lide-mikunis?start=0
www.kzrider.com/23-for-sale/611992-air-c...lide-mikunis?start=0
The following user(s) said Thank You: DoctoRot
Please Log in or Create an account to join the conversation.
- Kray-Z
-
 Topic Author
Topic Author
- Offline
- User
-
Registered
- I need more power Scotty....
- Posts: 583
- Thanks: 107
Re: Stripped cam bearing threads - shim under buckets
10 Feb 2020 17:46 - 10 Feb 2020 18:02
Hey, been away from the KZ projects for a while, but have to get back in on this again soon, as the owner of this 1395 Big Block is getting ready to finish it for the summer season this year.
The alignment dowels are 8 mm. That is then the largest thread that can go in the original holes w/o displacing the dowels and possibly not having a way to positively locate the bearing cap in its original alignment when the cam bearing holes were align bored. Lathe turned 5/16 - 28 UNF hard steel inserts are slightly smaller, so that would leave the dowel pin holes untouched if you are careful. That is what I've typically used. However, if your situation exceeds any possible repair under 8 mm and calls for a 3/8 - 24 or 10 mm thread / hole, then it is still possible to repair the head. A few things to note, however. The 10 mm hole will wipe out the dowel alignment surfaces completely. All of the KZ-J heads I've seen will allow moving the dowel to another hole, as it seems Kawasaki machined the head with dowels in all 4 holes, but only used two kitty corner when assembling the engines. And, the larger drill will remove some material and leave a crescent gap in the top of the bearing seat surface. As long as the insert is 1 or 2 mm below the cam bearing seating surface and the edges of the crescent slice are chamfered slightly, this should still be OK.
If you ever lose the dowel alignment of the cap completely, but still have a couple of holes that are damaged but still not much over 8 mm and don't want to align bore the cam bearings (mucho $$$$), then a ghetto solution would be to machine a very close tolerance "0.000" fit slug of steel rod to the exact diameter of the bearing bores, put it in place of the bearings, and tighten the cap down. This will align the cap sufficiently. If the cap is one of the end thrust caps, then a flange machined on the slug similar to what is on the cams can be used to align the end thrust faces of the cap. Then remove a bolt or stud (machine only one hole at a time to keep the cap aligned in place). A maximum 9 mm finish diameter hole can be drilled and reamed right thru the cap and down 8 mm into the head to accept new oversize alignment dowels. This has drawbacks and is a last resort to save a head. First, it must all be done by a machine shop with a lathe and milling machine. Second, hard steel thick washers (ARP) will have to be used under the bolts or nuts holding the cap down. The washer is needed because what used to be a 6 mm hole is now 50% larger diameter, and the bolts will damage what is left of the cap under the head of the bolt. The extra space used by the washers might require machining down the cap top bolt surface or relieving the inside of the cam cover for clearance.
I've been asked about where to find the equal length thread M6x1.0 studs we used. The ones we order come in various lengths and are made for machine and industrial work holding clamps and fixtures. The steel is similar (slightly lower) yield strength to the original bolts, although I recommend only torquing the nuts (oiled) to 72-84 in-lbs. Kawasaki has the torque listed as 12 ft-lbs in some versions of the shop manual. Don't do that. At most use 96 in-lbs, even with the stock bolts. This is the link:
catalog.te-co.com/viewitems/driver-studs...ded-rod/metric-studs
If you have a racing engine with 0.5" lift cams and serious valve springs, you might want to custom order chrome-moly studs from ARP.
The alignment dowels are 8 mm. That is then the largest thread that can go in the original holes w/o displacing the dowels and possibly not having a way to positively locate the bearing cap in its original alignment when the cam bearing holes were align bored. Lathe turned 5/16 - 28 UNF hard steel inserts are slightly smaller, so that would leave the dowel pin holes untouched if you are careful. That is what I've typically used. However, if your situation exceeds any possible repair under 8 mm and calls for a 3/8 - 24 or 10 mm thread / hole, then it is still possible to repair the head. A few things to note, however. The 10 mm hole will wipe out the dowel alignment surfaces completely. All of the KZ-J heads I've seen will allow moving the dowel to another hole, as it seems Kawasaki machined the head with dowels in all 4 holes, but only used two kitty corner when assembling the engines. And, the larger drill will remove some material and leave a crescent gap in the top of the bearing seat surface. As long as the insert is 1 or 2 mm below the cam bearing seating surface and the edges of the crescent slice are chamfered slightly, this should still be OK.
If you ever lose the dowel alignment of the cap completely, but still have a couple of holes that are damaged but still not much over 8 mm and don't want to align bore the cam bearings (mucho $$$$), then a ghetto solution would be to machine a very close tolerance "0.000" fit slug of steel rod to the exact diameter of the bearing bores, put it in place of the bearings, and tighten the cap down. This will align the cap sufficiently. If the cap is one of the end thrust caps, then a flange machined on the slug similar to what is on the cams can be used to align the end thrust faces of the cap. Then remove a bolt or stud (machine only one hole at a time to keep the cap aligned in place). A maximum 9 mm finish diameter hole can be drilled and reamed right thru the cap and down 8 mm into the head to accept new oversize alignment dowels. This has drawbacks and is a last resort to save a head. First, it must all be done by a machine shop with a lathe and milling machine. Second, hard steel thick washers (ARP) will have to be used under the bolts or nuts holding the cap down. The washer is needed because what used to be a 6 mm hole is now 50% larger diameter, and the bolts will damage what is left of the cap under the head of the bolt. The extra space used by the washers might require machining down the cap top bolt surface or relieving the inside of the cam cover for clearance.
I've been asked about where to find the equal length thread M6x1.0 studs we used. The ones we order come in various lengths and are made for machine and industrial work holding clamps and fixtures. The steel is similar (slightly lower) yield strength to the original bolts, although I recommend only torquing the nuts (oiled) to 72-84 in-lbs. Kawasaki has the torque listed as 12 ft-lbs in some versions of the shop manual. Don't do that. At most use 96 in-lbs, even with the stock bolts. This is the link:
catalog.te-co.com/viewitems/driver-studs...ded-rod/metric-studs
If you have a racing engine with 0.5" lift cams and serious valve springs, you might want to custom order chrome-moly studs from ARP.
2-04 R1, 81 CSR1000, 81 LTD1000, 2-83 GPz1100, 3-79CBX, 81 CBX, 3-XS650, 84 Venture, +parts
Quote "speed costs money...how fast do you want to go?" (Which Z movie?)
Universal formula for how many motorcycles one should own = n + 1, where n is how many motorcycles you own right now....
Quote "speed costs money...how fast do you want to go?" (Which Z movie?)
Universal formula for how many motorcycles one should own = n + 1, where n is how many motorcycles you own right now....
Last edit: 10 Feb 2020 18:02 by Kray-Z.
The following user(s) said Thank You: DoctoRot
Please Log in or Create an account to join the conversation.
- Kray-Z
-
Topic Author
- Offline
- User
-
Registered
- I need more power Scotty....
- Posts: 583
- Thanks: 107
Re: Stripped cam bearing threads - shim under buckets
10 Feb 2020 19:07 - 10 Feb 2020 19:16
Some of my thoughts and experience on plain bearing bore/ cap alignments:
1. Plain bearing caps do not self align well enough to keep proper or even bearing oil clearance; some form of register or guided alignment is critical
2. Rod caps typically employ precisely fitting / tight fit (a very slight interference fit actually) rod bolts for precise alignment
3. Even old style car engines had main bearing caps that fit into machined slots in the block to align the bearing bores
4. Many two bolt bearing caps use dowels to align the bearing bore halves
5. Under bolt clamping force alone, bearing caps will lift off their mating surfaces and float around under maximum load and stress. Efectively, the bolts are stretching to the point where contact between the mating faces is momentarily lost. This can be seen on the surfaces of most engine's (guaranteed with high performance engines) bearing cap mating surfaces as abnormal looking marks on the machined surfaces known as "chatter marks". The marks are caused by the surfaces "clapping" back together and even moving relative to one another if only registered in one direction. Therefore bolt pressure alone cannot keep the bearing bore in alignment (and proper oil clearances) in use.
6. Without proper bearing bore alignment, contact scuffing and bearing insert wear is inevitable
1. Plain bearing caps do not self align well enough to keep proper or even bearing oil clearance; some form of register or guided alignment is critical
2. Rod caps typically employ precisely fitting / tight fit (a very slight interference fit actually) rod bolts for precise alignment
3. Even old style car engines had main bearing caps that fit into machined slots in the block to align the bearing bores
4. Many two bolt bearing caps use dowels to align the bearing bore halves
5. Under bolt clamping force alone, bearing caps will lift off their mating surfaces and float around under maximum load and stress. Efectively, the bolts are stretching to the point where contact between the mating faces is momentarily lost. This can be seen on the surfaces of most engine's (guaranteed with high performance engines) bearing cap mating surfaces as abnormal looking marks on the machined surfaces known as "chatter marks". The marks are caused by the surfaces "clapping" back together and even moving relative to one another if only registered in one direction. Therefore bolt pressure alone cannot keep the bearing bore in alignment (and proper oil clearances) in use.
6. Without proper bearing bore alignment, contact scuffing and bearing insert wear is inevitable
2-04 R1, 81 CSR1000, 81 LTD1000, 2-83 GPz1100, 3-79CBX, 81 CBX, 3-XS650, 84 Venture, +parts
Quote "speed costs money...how fast do you want to go?" (Which Z movie?)
Universal formula for how many motorcycles one should own = n + 1, where n is how many motorcycles you own right now....
Quote "speed costs money...how fast do you want to go?" (Which Z movie?)
Universal formula for how many motorcycles one should own = n + 1, where n is how many motorcycles you own right now....
Last edit: 10 Feb 2020 19:16 by Kray-Z.
Please Log in or Create an account to join the conversation.
- daveo
-
- Offline
- Premium Member
-
Registered
- Posts: 3057
- Thanks: 811
Re: Stripped cam bearing threads - shim under buckets
11 Feb 2020 01:02 - 11 Feb 2020 08:47
Kray-Z's "thoughts and experience" support my theory for the Big-Sert system for a simple-effective repair.
If I were facing this fix, I'd attempt the repair with it since I already have the kit. There may be a few unforeseeable glitches, but for the purpose of retaining the dowel it should work nicely.
To illustrate, I bored an 8mm hole in a block of hardwood, and followed with the relative Big-Sert installation steps.
The Big-Sert tap cut a shallow thread into the bore wall. leaving ample untouched surface to support the dowel in it's original position.
Kevski noted in post #776960, that the insert would need to be modified prior to installation.




If I were facing this fix, I'd attempt the repair with it since I already have the kit. There may be a few unforeseeable glitches, but for the purpose of retaining the dowel it should work nicely.
To illustrate, I bored an 8mm hole in a block of hardwood, and followed with the relative Big-Sert installation steps.
The Big-Sert tap cut a shallow thread into the bore wall. leaving ample untouched surface to support the dowel in it's original position.
Kevski noted in post #776960, that the insert would need to be modified prior to installation.
1982 KZ1100-A2 bike
1984 ZN/ZX1100 motor
1984 ZN/ZX1100 motor
Last edit: 11 Feb 2020 08:47 by daveo.
Please Log in or Create an account to join the conversation.
- DoctoRot
-
- Offline
- Sustaining Member
-
Registered
- Oh, the usual... I bowl, I drive around...
- Posts: 2604
- Thanks: 765
Re: Stripped cam bearing threads - shim under buckets
11 Feb 2020 11:51
Big serts need a .330" (8.383mm) counter bore to seat which would remove the dowel location
www.timesert.com/html/engineeringdataBS.html
www.timesert.com/html/engineeringdataBS.html
The following user(s) said Thank You: daveo
Please Log in or Create an account to join the conversation.
Moderators: Street Fighter LTD