
1976 Kz 900 A4
- krazee1
-

- Offline
- User
-

Registered
- Posts: 365
- Thanks: 216
Re: 1976 Kz 900 A4
23 May 2021 12:38
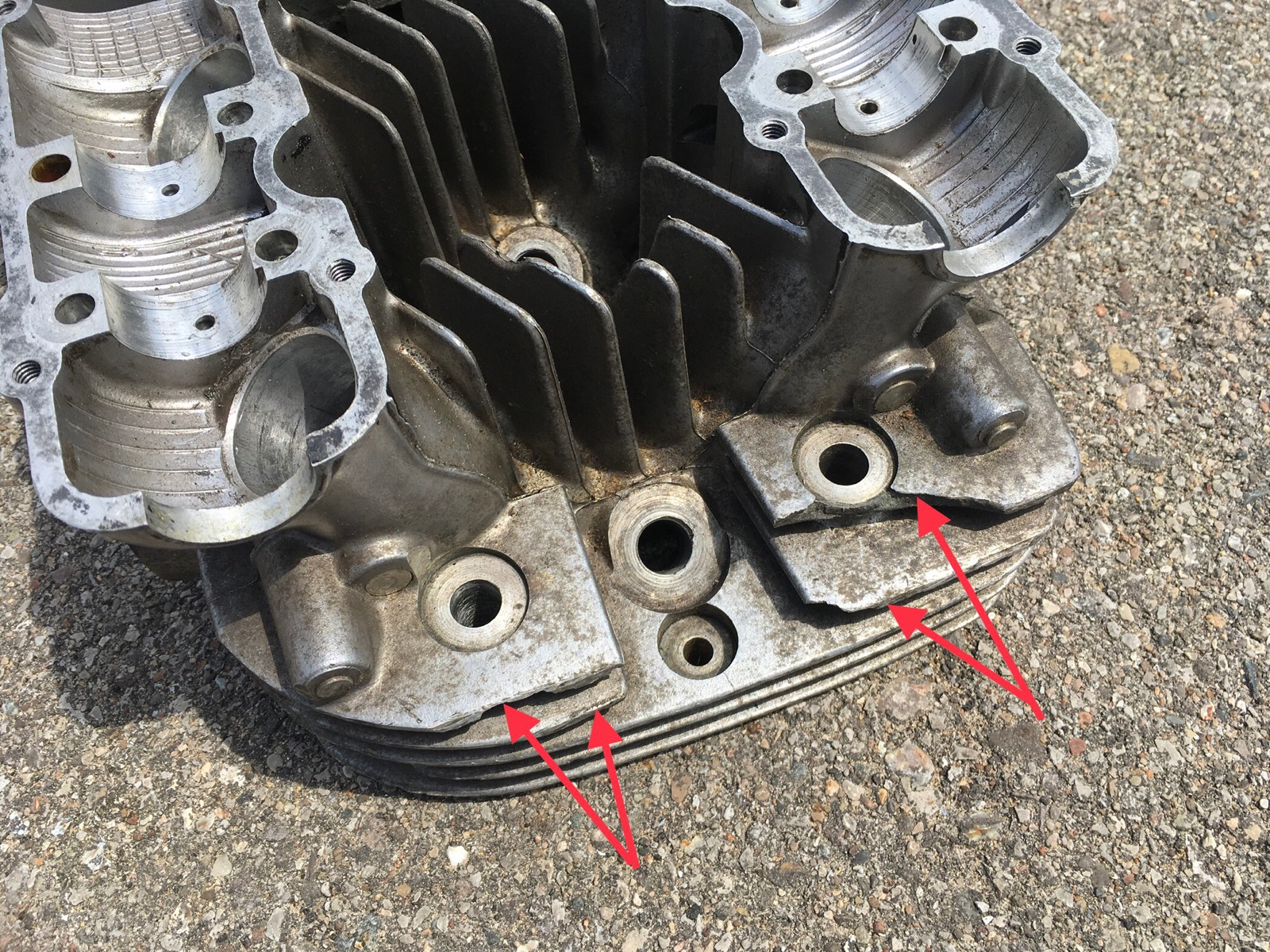
A fairly reliable rule of thumb is using sealer on holes that go through into the crankcase, as opposed to holes that are blind. Some of the cylinder stud holes are also open into the crankcase. ThreeBond 1184 is probably as close as you will get to factory original? I know we used ThreeBond, but I don't know if that is the original number, It is gray, as original. I used a locktite product on my last engine and it was blue, you don't want that showing on an original appearing build. A LITTLE gray sealant squished out on the crankcase seam would be the most original appearing as on the engine assembly line I'm quite sure they didn't take the time to wipe the seams clean like I did during the assembly process. Assembling engines was always the most enjoyable part of my job, at least while I was Production Mechanic. Have fun with it!
Mike
Mike
Former M.E. at Kawasaki Motors Manufacturing, Lincoln, NE
1966 W1 (the Z1 of 1966-50H.P. and 100mph!)
1974 Z1
1978 KZ1000 LTD
1976 KZ900B pile O parts
1980 KZ750E
1980 Honda XL250S (I know, wrong flavor!)
1966 W1 (the Z1 of 1966-50H.P. and 100mph!)
1974 Z1
1978 KZ1000 LTD
1976 KZ900B pile O parts
1980 KZ750E
1980 Honda XL250S (I know, wrong flavor!)
Please Log in or Create an account to join the conversation.
- Mikaw
-
 Topic Author
Topic Author
- Offline
- Sustaining Member
-

Registered
- Posts: 4825
- Thanks: 1852
Re: 1976 Kz 900 A4
23 May 2021 15:17
Thanks Mike, can I use the three bond 1184 as thread sealer also?
I was thinking about the loctite being red. Definitely not good with the rivet counting finish I’m looking for.
I was thinking about the loctite being red. Definitely not good with the rivet counting finish I’m looking for.
1976 KZ 900 A4
kzrider.com/forum/11-projects/613548-1976-kz-900-a4
1976 KZ 900 B1 LTD
1978 KZ 1000 B2 LTD
1980 KZ 750 E1
Kowledge Speaks, But Wisdom Listens.
Jimi Hendrix.
1976 KZ 900 B1 LTD
1978 KZ 1000 B2 LTD
1980 KZ 750 E1
Kowledge Speaks, But Wisdom Listens.
Jimi Hendrix.
Please Log in or Create an account to join the conversation.
- hardrockminer
-

- Offline
- Sustaining Member
-
Registered
- Posts: 3147
- Thanks: 1246
Re: 1976 Kz 900 A4
23 May 2021 20:41
I've used 518 (and it's red) with an accelerator on the opposite side of the case. I switched to 3 Bond and won't go back. Easier to apply, less mess. Just put down a very thin bead and go over it lightly with your finger to spread it. Try to stay away from the inside of the case.
Do what Krazee said for sealing bolts...I just use 3 Bond on the shaft and install. Seems to have worked.
Do what Krazee said for sealing bolts...I just use 3 Bond on the shaft and install. Seems to have worked.
I have several restored bikes along with a 2006 Goldwing with a sidecar.
The following user(s) said Thank You: Mikaw
Please Log in or Create an account to join the conversation.
- Mikaw
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 4825
- Thanks: 1852
Re: 1976 Kz 900 A4
06 Jun 2021 18:58
I’ve been working on the head. I found a local engine shop that had no problem welding up the broken fins. I cleaned the up today, I need to take the head back at least one more time to do a little more weld build up. They it off the be glass bead, I’m hoping that will blend in the repairs. Then to my Vapor Hone guy, and finally back to a different shop that’s been building metric engines for 30+ years.



1976 KZ 900 A4
kzrider.com/forum/11-projects/613548-1976-kz-900-a4
1976 KZ 900 B1 LTD
1978 KZ 1000 B2 LTD
1980 KZ 750 E1
Kowledge Speaks, But Wisdom Listens.
Jimi Hendrix.
1976 KZ 900 B1 LTD
1978 KZ 1000 B2 LTD
1980 KZ 750 E1
Kowledge Speaks, But Wisdom Listens.
Jimi Hendrix.
The following user(s) said Thank You: slmjim+Z1BEBE, Rick H., Shankkole
Please Log in or Create an account to join the conversation.
- slmjim+Z1BEBE
-

- Offline
- User
-
Registered
- Enjoy Life! IT HAS AN EXPIRATION DATE!
- Posts: 1534
- Thanks: 1013
Re: 1976 Kz 900 A4
07 Jun 2021 06:40 - 07 Jun 2021 06:41
That fin repair looks very good!
Vapor blasting with glass bead tends to leave behind some bead clinging to the workpiece. Don't know it it's due to surface tension or electrostatic attraction. To check for bead remnants, be in a dark or dimly lit place where you can be at least a few feet away from the workpiece. You'll also need a bright, point source light. A bright handheld LED flashlight with a spot beam works very well. Hold the light just below eye level & shine it at the workpiece. Any glass bead will reflect, making it easy to see what needs additional cleaning. A strong detergent solution, brushing and directed stream of water will remove the remaining bead.
Good Ridin'
slmjim & Z1BEBE
Vapor blasting with glass bead tends to leave behind some bead clinging to the workpiece. Don't know it it's due to surface tension or electrostatic attraction. To check for bead remnants, be in a dark or dimly lit place where you can be at least a few feet away from the workpiece. You'll also need a bright, point source light. A bright handheld LED flashlight with a spot beam works very well. Hold the light just below eye level & shine it at the workpiece. Any glass bead will reflect, making it easy to see what needs additional cleaning. A strong detergent solution, brushing and directed stream of water will remove the remaining bead.
Good Ridin'
slmjim & Z1BEBE
A biker looks at your engine and chrome.
A Rider looks at your odometer and tags.
1973 ('72 builds) Z1 x2
1974 Z1-A x2
1975 Z1-B x2
1993 CB 750 Nighthawk x2
2009 ST1300A
www.kawasaki-z-classik.com
A Forum tightly focused on all things Z1 and Z2.
A Rider looks at your odometer and tags.
1973 ('72 builds) Z1 x2
1974 Z1-A x2
1975 Z1-B x2
1993 CB 750 Nighthawk x2
2009 ST1300A
www.kawasaki-z-classik.com
A Forum tightly focused on all things Z1 and Z2.
Last edit: 07 Jun 2021 06:41 by slmjim+Z1BEBE.
The following user(s) said Thank You: loudhvx, Mikaw
Please Log in or Create an account to join the conversation.
- ghostdive
-

- Offline
- User
-
Registered
- Posts: 391
- Thanks: 120
Re: 1976 Kz 900 A4
07 Jun 2021 06:51
A tip I picked up for post-bead cleaning is to submerge the piece in warm water and hit all the passages/threads with compressed air.
1982 KZ750 Spectre - 6 speed swap, BS34s, 18" rear wheel
2001 ZX-6R
2001 ZX-6R
The following user(s) said Thank You: slmjim+Z1BEBE, Mikaw
Please Log in or Create an account to join the conversation.
- Shankkole
-

- Offline
- User
-
Registered
- Posts: 312
- Thanks: 156
Re: 1976 Kz 900 A4
09 Jun 2021 19:41 - 09 Jun 2021 19:43
After using the vapor hone for 20 hours or so, on multiple different metals and finishes (parkerized etc).I now soak the whole dang part in e85 gasoline before(let soak 10 min) and after blasting it,I dunk and swish around about 6 times. Then I water rinse air blow out. The glass is so fine its crazy, add that to a bit of oil and it sucks. Slimjim Z1bebe is 100 percent on about using l.e.d .to see it .Super shiny like a pearl paint. I use the storage totes that people throw out on trash day , when they get too much goo in em strain ,rinse ,refill.
That head is looking great, very nice repair for first round of welding for sure.
That head is looking great, very nice repair for first round of welding for sure.
Last edit: 09 Jun 2021 19:43 by Shankkole.
The following user(s) said Thank You: Mikaw
Please Log in or Create an account to join the conversation.
- Mikaw
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 4825
- Thanks: 1852
Re: 1976 Kz 900 A4
27 Jun 2021 10:43 - 27 Jun 2021 18:21
Well, life distractions and just forgetfulness made me forget I needed to pay Z1KZONLY for shipping of the cam chain axles. I reached out to him asking for his email again so I could complete the transaction. He said it was just a few bucks shipping and was more then willing to contribute to my project.
I wanted to give Marty a public thank you for his help. We truly have a great bunch of members here.
Marty, Thank You!!!

I wanted to give Marty a public thank you for his help. We truly have a great bunch of members here.
Marty, Thank You!!!
1976 KZ 900 A4
kzrider.com/forum/11-projects/613548-1976-kz-900-a4
1976 KZ 900 B1 LTD
1978 KZ 1000 B2 LTD
1980 KZ 750 E1
Kowledge Speaks, But Wisdom Listens.
Jimi Hendrix.
1976 KZ 900 B1 LTD
1978 KZ 1000 B2 LTD
1980 KZ 750 E1
Kowledge Speaks, But Wisdom Listens.
Jimi Hendrix.
Last edit: 27 Jun 2021 18:21 by Mikaw.
Please Log in or Create an account to join the conversation.
- Mikaw
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 4825
- Thanks: 1852
Re: 1976 Kz 900 A4
28 Jun 2021 17:54
Baby steps.
1976 KZ 900 A4
kzrider.com/forum/11-projects/613548-1976-kz-900-a4
1976 KZ 900 B1 LTD
1978 KZ 1000 B2 LTD
1980 KZ 750 E1
Kowledge Speaks, But Wisdom Listens.
Jimi Hendrix.
1976 KZ 900 B1 LTD
1978 KZ 1000 B2 LTD
1980 KZ 750 E1
Kowledge Speaks, But Wisdom Listens.
Jimi Hendrix.
Please Log in or Create an account to join the conversation.
- z1kzonly
-

- Offline
- User
-
Registered
- Sustaining Member
- Posts: 2815
- Thanks: 527
Re: 1976 Kz 900 A4
30 Jun 2021 06:34
Hi Matt. Thanks! That praise is worth more than it all!
Marty
Marty
Livin in "CheektaVegas, NY
Went thru 25 of these in 40 yrs.
I SOLD OUT! THE KAW BARN IS EMPTY.
More room for The Old Girl, Harley 75 FLH Electra Glide,
Old faithful! Points ign. Bendix Orig. carb.
Starts everytime!
Went thru 25 of these in 40 yrs.
I SOLD OUT! THE KAW BARN IS EMPTY.
More room for The Old Girl, Harley 75 FLH Electra Glide,
Old faithful! Points ign. Bendix Orig. carb.
Starts everytime!
The following user(s) said Thank You: Mikaw
Please Log in or Create an account to join the conversation.
- Mikaw
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 4825
- Thanks: 1852
Re: 1976 Kz 900 A4
03 Jul 2021 16:08 - 03 Jul 2021 16:09
While I’m waiting on the head to be welded up the second time, hopefully I can profile the fins with the second build up and move on to the head rebuild. So I’ve taken to getting lower end parts out and inspecting them pre build. A quick reminder of where I’m at. The engine I bought for this build was an early ’76 without the oil volume cast into the upper case. It’s an unknown to me. Upon tear down it looked good but I didn’t dig deeper than the cases. They were my concern at the time so I could get them out to be vapor blasted. I did notice the pistons were 70mm wiseco. I didn’t want to use them so I have been searching for a good 66mm OEM set. I found them but no wrist pins included. I thought no problem I can use the pins I have out of the Wiseco. I dug the pistons up this afternoon and not pleased with what I find. The pins appear to have metal to metal transfer or gauling. I need advice please. I can get new pins but what if anything needs to be done to the small ends of the rods. Obviously I need this corrected before I build the lower. The backyard mechanic in me checked out the rod small end with my pinkie and it feels smooth but at the oil holes, the edges feel sharp. #2 appears to be the worst.




1976 KZ 900 A4
kzrider.com/forum/11-projects/613548-1976-kz-900-a4
1976 KZ 900 B1 LTD
1978 KZ 1000 B2 LTD
1980 KZ 750 E1
Kowledge Speaks, But Wisdom Listens.
Jimi Hendrix.
1976 KZ 900 B1 LTD
1978 KZ 1000 B2 LTD
1980 KZ 750 E1
Kowledge Speaks, But Wisdom Listens.
Jimi Hendrix.
Last edit: 03 Jul 2021 16:09 by Mikaw.
Please Log in or Create an account to join the conversation.
- Mikaw
-
Topic Author
- Offline
- Sustaining Member
-
Registered
- Posts: 4825
- Thanks: 1852
Re: 1976 Kz 900 A4
03 Jul 2021 16:10 - 03 Jul 2021 16:11
I have another set of 70mm stock pistons out of an engine claiming to only have 4K on it before it was wrecked and parted out. I included pictures of them for comparison.

1976 KZ 900 A4
kzrider.com/forum/11-projects/613548-1976-kz-900-a4
1976 KZ 900 B1 LTD
1978 KZ 1000 B2 LTD
1980 KZ 750 E1
Kowledge Speaks, But Wisdom Listens.
Jimi Hendrix.
1976 KZ 900 B1 LTD
1978 KZ 1000 B2 LTD
1980 KZ 750 E1
Kowledge Speaks, But Wisdom Listens.
Jimi Hendrix.
Last edit: 03 Jul 2021 16:11 by Mikaw.
Please Log in or Create an account to join the conversation.
Moderators: Street Fighter LTD