
Cylinder honing to final size and other inquiries
- Bigz
-
 Topic Author
Topic Author
- Offline
- User
-

Registered
- Posts: 29
- Thanks: 1
Cylinder honing to final size and other inquiries
18 Oct 2019 06:00
Hello fellow riders. I'm currently working on my 1980 kz650e ltd. I'm putting the wiseco k700 bore kit in it with some kz750 cams and an oil cooler. I've been trying to do a ton of research to make sure I get everything correct and dont miss anything crucial. I have several questions about all of it. If anyone that has done this has any pointers or advice it would be greatly appreciated. I have a fellow machinist friend of mine that is going to bore my cylinders out for me, as I dont have my own machines. After calling wiseco, they told me that i should bore it out to about .0005 to .001 away from finish size. Then from there they said i could use a ball hone (or flex hone) to finish the bores to size. I have another fellow machinist who has been boring cylinders for years in the automotive aspect, and told me that there is no way I could use a ball hone to achieve final size. He said that I would have to have a pressure hone to get it done and that a ball hone would not take out the material i need. Is that accurate? I would think that anything abrasive is going to cut away material even if it's slow. Second question I have, is about the final bore size. Wiseco said to stick with the bore size on the box which is .002 over the piston size. The same coworker that has bored out tons of cylinders for automotive applications told me that air cooled engines require more piston to wall clearance to allow for the piston to expand due to heat. He said even in the case of hypereutectic pistons with a 20% silicon alloy this is true and that I should go with a minimum of .003 over but preferably .004. I guess my question is to those that have done this upgrade, what piston to wall clearance should I use? I installing an oil cooler on the bike to regulate temperature better and that may have some impact on how much expansion to expect.
My next inquiry is about the cylinder head. I have 2 stock kz650 cylinder heads. I have one that is in slightly better shape than the other. I want to use the one that has less miles and is in better shape. But it doesnt have the shim buckets in it. What risk am I running if I put the shim buckets from my current head into the one I want to use? I know it's written that they have to go back in the same spots, but I've read that it may be ok also.
I bought new old stock valves for this project and ape valve springs to accommodate the cams. I need to make sure my valves set to run with all of this. I've lapped my valves previously, and know that you can have new seats cut, or hardened seats put in. I have heard horror stories about local shops (motorcycle or otherwise) cutting too far, or just not getting it right all around. If I just lap my new valves to old seats, will I be ok?
Whew! I think that covers most of my questions. Does anyone have any insight for me about what I can/should do. I always try to do stuff myself if possible. Sometimes even if it means buying special equipment or tools.
My next inquiry is about the cylinder head. I have 2 stock kz650 cylinder heads. I have one that is in slightly better shape than the other. I want to use the one that has less miles and is in better shape. But it doesnt have the shim buckets in it. What risk am I running if I put the shim buckets from my current head into the one I want to use? I know it's written that they have to go back in the same spots, but I've read that it may be ok also.
I bought new old stock valves for this project and ape valve springs to accommodate the cams. I need to make sure my valves set to run with all of this. I've lapped my valves previously, and know that you can have new seats cut, or hardened seats put in. I have heard horror stories about local shops (motorcycle or otherwise) cutting too far, or just not getting it right all around. If I just lap my new valves to old seats, will I be ok?
Whew! I think that covers most of my questions. Does anyone have any insight for me about what I can/should do. I always try to do stuff myself if possible. Sometimes even if it means buying special equipment or tools.
Please Log in or Create an account to join the conversation.
- Warren3200gt
-

- Offline
- User
-
Registered
- Posts: 1741
- Thanks: 923
Re: Cylinder honing to final size and other inquiries
18 Oct 2019 08:38
Piston gap is not as critical as piston ring end gap. So long as the piston doesn,t expand greater than the bore a thou either way makes very little difference. The ring end gap is to allow the ring to expand without putting undue pressure on the wall due to the ends meeting and the overall diameter increasing to a size greater than the bore diameter.
A hone will not take anything of consequence from the bore wall, all it is designed to do is put cross hatch sctraches in the bore, or deglaze an old bore, to allow the new rings to seat cleanly against the bore wall.
Regardinging the the lapping of the valves, I would lap them by hand. You will see where they are touching as the seat surface will be shiny where the grind paste wears it. Once you have an even full ring of clean metal on the seat do a seal test by filling the head dome with fuel and see how long it takes to seep through the seat. It means assembling the springs and collets each time and can be time consuming but by far the best way to check seat.
A hone will not take anything of consequence from the bore wall, all it is designed to do is put cross hatch sctraches in the bore, or deglaze an old bore, to allow the new rings to seat cleanly against the bore wall.
Regardinging the the lapping of the valves, I would lap them by hand. You will see where they are touching as the seat surface will be shiny where the grind paste wears it. Once you have an even full ring of clean metal on the seat do a seal test by filling the head dome with fuel and see how long it takes to seep through the seat. It means assembling the springs and collets each time and can be time consuming but by far the best way to check seat.
The following user(s) said Thank You: Greybeard, Bigz
Please Log in or Create an account to join the conversation.
- KZB2 650
-

- Offline
- User
-
Registered
- Posts: 1472
- Thanks: 264
Re: Cylinder honing to final size and other inquiries
18 Oct 2019 09:08
When APE bored mine they went .002 on clearance.
1978 KZ650 b-2
700cc Wiseco kit 10 to 1.
1980 KZ750 cam, ape springs, stock clutch/ Barnett springs.
Vance and Hines Header w/ comp baffle and Ape pods, Dyna S and green coils, copper wires.
29MM smooth bores W/ 17.5 pilots, 0-6s and 117.5 main
16/42 gearing X ring chain and alum rear JT sprocket.
700cc Wiseco kit 10 to 1.
1980 KZ750 cam, ape springs, stock clutch/ Barnett springs.
Vance and Hines Header w/ comp baffle and Ape pods, Dyna S and green coils, copper wires.
29MM smooth bores W/ 17.5 pilots, 0-6s and 117.5 main
16/42 gearing X ring chain and alum rear JT sprocket.
The following user(s) said Thank You: Bigz
Please Log in or Create an account to join the conversation.
- Bigz
-
Topic Author
- Offline
- User
-
Registered
- Posts: 29
- Thanks: 1
Re: Cylinder honing to final size and other inquiries
18 Oct 2019 10:07
Ok. It looks like the consensus of everyone that I have asked is that I should go with the wall to piston clearance stated on the box. I bought a ring gap filer just in case I needed one. When I called wiseco they told me that the piston ring gap should already be set to where I need it with some clearance even. (Of course I'll check anyway. ) it looks like you guys think I do need to pressure hone my cylinders? So I'm guessing I would just use my flex hone to get the final crosshatch finish for the oil to stick to, correct? It looks like lapping new valves to old seats should suffice as long as I get a good seal, if I read correctly. Does anyone see a major problem with putting the buckets from one head into another? (Aside from minimal wear from new surfaces rubbing together)
Please Log in or Create an account to join the conversation.
- Dr. Gamma
-

- Offline
- Sustaining Member
-

Registered
- Posts: 1232
- Thanks: 706
Re: Cylinder honing to final size and other inquiries
18 Oct 2019 11:06 - 18 Oct 2019 11:42
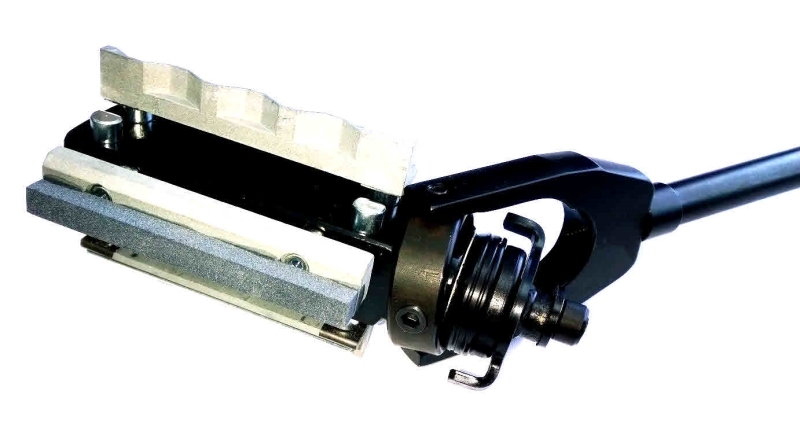
The proper way to finish up a freshly bored cylinder is to use something like the Sunnen adjustable hone. You start with a slightly undersize bored cylinder, and then you use the different grit stones to remove the herringbone pattern left on the cylinder wall from the boring bar as you open up the cylinder to the desired clearance. This style hone keeps the cylinder bore straight and round!!!
Those expandable three arm hones are worthless in trying to achieve a perfectly straight and round bore. You will NEVER see one of them in any shop that does any type of high performance work. Its an alley mechanic's tool. You use a ball hone to break the glaze on a used cylinder, not to finish off a freshly bored cylinder. You can use the Sunnen adjustable hone to remove the egg and or taper out of a worn cylinder. It might put you at the max spec for bore size, but at least your bore is straight and round!!!
Read up on the proper way to bore and finish off a freshly bored cylinder. There is TONS of information on the internet on the way to finish off a cylinder bore.
I would check my piston to wall clearance with a dial bore gauge, not with feeler gauges either.
I would also check the ring end gap in each cylinder. I don't trust anyone. That way you know for sure its right!!!
The Sunnen adjustable hone tool
Those expandable three arm hones are worthless in trying to achieve a perfectly straight and round bore. You will NEVER see one of them in any shop that does any type of high performance work. Its an alley mechanic's tool. You use a ball hone to break the glaze on a used cylinder, not to finish off a freshly bored cylinder. You can use the Sunnen adjustable hone to remove the egg and or taper out of a worn cylinder. It might put you at the max spec for bore size, but at least your bore is straight and round!!!
Read up on the proper way to bore and finish off a freshly bored cylinder. There is TONS of information on the internet on the way to finish off a cylinder bore.
I would check my piston to wall clearance with a dial bore gauge, not with feeler gauges either.
I would also check the ring end gap in each cylinder. I don't trust anyone. That way you know for sure its right!!!
The Sunnen adjustable hone tool
1972 H2 750 Cafe Racer built in 1974.
1976 KH400 Production Road Racer.
1979 Kz1000 MK. II Old AMA/WERA Superbike.
1986 RG500G 2 stroke terror.
1986 GSXR750RG The one with the clutch that rattles!
Up in the hills near Prescott, Az.
1976 KH400 Production Road Racer.
1979 Kz1000 MK. II Old AMA/WERA Superbike.
1986 RG500G 2 stroke terror.
1986 GSXR750RG The one with the clutch that rattles!
Up in the hills near Prescott, Az.
Last edit: 18 Oct 2019 11:42 by Dr. Gamma.
The following user(s) said Thank You: Greybeard
Please Log in or Create an account to join the conversation.
- Bigz
-
Topic Author
- Offline
- User
-
Registered
- Posts: 29
- Thanks: 1
Re: Cylinder honing to final size and other inquiries
18 Oct 2019 11:38
Ok. I'll be taking it to a shop for the final cylinder hone then. I've been told that I want to leave about .001 left in the cylinder to be honed out. Does that sound correct?
Please Log in or Create an account to join the conversation.
- Dr. Gamma
-
- Offline
- Sustaining Member
-
Registered
- Posts: 1232
- Thanks: 706
Re: Cylinder honing to final size and other inquiries
18 Oct 2019 11:55
Once I stopped doing my own boring and honing. I always had the same person do the boring as well as the honing!!!! I never seen that split between two different shops.
Who ever does the honing I would ask to see what they use to finish off cylinders. The big Sunnen honing machines are more for car blocks. Never seen one used on motorcycle cylinders. Most motorcycle cylinders I have seen are usually clamped down in a solvent tank and honed by hand in a vertical motion.
One or two thousands sounds about right. It might depend on the person doing the honing.
Who ever does the honing I would ask to see what they use to finish off cylinders. The big Sunnen honing machines are more for car blocks. Never seen one used on motorcycle cylinders. Most motorcycle cylinders I have seen are usually clamped down in a solvent tank and honed by hand in a vertical motion.
One or two thousands sounds about right. It might depend on the person doing the honing.
1972 H2 750 Cafe Racer built in 1974.
1976 KH400 Production Road Racer.
1979 Kz1000 MK. II Old AMA/WERA Superbike.
1986 RG500G 2 stroke terror.
1986 GSXR750RG The one with the clutch that rattles!
Up in the hills near Prescott, Az.
1976 KH400 Production Road Racer.
1979 Kz1000 MK. II Old AMA/WERA Superbike.
1986 RG500G 2 stroke terror.
1986 GSXR750RG The one with the clutch that rattles!
Up in the hills near Prescott, Az.
The following user(s) said Thank You: Bigz
Please Log in or Create an account to join the conversation.
- Bigz
-
Topic Author
- Offline
- User
-
Registered
- Posts: 29
- Thanks: 1
Re: Cylinder honing to final size and other inquiries
19 Oct 2019 02:56 - 19 Oct 2019 02:59
KZB2 650,
When you had yours done, did you put in new cylinder studs? If so, was it out of necessity?
When you had yours done, did you put in new cylinder studs? If so, was it out of necessity?
Last edit: 19 Oct 2019 02:59 by Bigz.
Please Log in or Create an account to join the conversation.
- KZB2 650
-
- Offline
- User
-
Registered
- Posts: 1472
- Thanks: 264
Re: Cylinder honing to final size and other inquiries
19 Oct 2019 04:10Bigz wrote: KZB2 650,
When you had yours done, did you put in new cylinder studs? If so, was it out of necessity?
No I didn't...... gotta admit they are nice but unless your going bigger and wilder thinking the stockers are good. Some on here have up graded though but at the time I was spending enough already.
1978 KZ650 b-2
700cc Wiseco kit 10 to 1.
1980 KZ750 cam, ape springs, stock clutch/ Barnett springs.
Vance and Hines Header w/ comp baffle and Ape pods, Dyna S and green coils, copper wires.
29MM smooth bores W/ 17.5 pilots, 0-6s and 117.5 main
16/42 gearing X ring chain and alum rear JT sprocket.
700cc Wiseco kit 10 to 1.
1980 KZ750 cam, ape springs, stock clutch/ Barnett springs.
Vance and Hines Header w/ comp baffle and Ape pods, Dyna S and green coils, copper wires.
29MM smooth bores W/ 17.5 pilots, 0-6s and 117.5 main
16/42 gearing X ring chain and alum rear JT sprocket.
The following user(s) said Thank You: Bigz
Please Log in or Create an account to join the conversation.
- Bigz
-
Topic Author
- Offline
- User
-
Registered
- Posts: 29
- Thanks: 1
Re: Cylinder honing to final size and other inquiries
19 Oct 2019 17:09
Thank you for the info. This is super helpful. With the 16/42 gearing you have , what kind of rpms are you at around 65-70. I just took a 42 off of the rear of mine because it was screaming at about 6500 near 70mph. I ended up putting a 38 on the back instead.
Please Log in or Create an account to join the conversation.
- KZB2 650
-
- Offline
- User
-
Registered
- Posts: 1472
- Thanks: 264
Re: Cylinder honing to final size and other inquiries
22 Oct 2019 08:26
Bike is put up for winter so can't double check but I have 66 mph at 5,000 wrote down. 6,500 sure seems like to high....... anyone else wanting to chime in to double check my numbers ??
A 16/40 should be turning 5,000 at 70 and a 16/38 at 5,000 should be hitting 73 with a 26.5 inch dia rear tire. When I play around with the 15/42 I run 62 at 5,000.
I try'd a 17/41 many a year ago while taking a 300 mile trip and I thought it really killed the acceleration and went back to the 16/41 as soon as I got home. That would be real close to a 16/38 combo. Have you ran it with this...... maybe it will work for you but I'm more into 1/8th and 1/4 mile than the long haul.
A 16/40 should be turning 5,000 at 70 and a 16/38 at 5,000 should be hitting 73 with a 26.5 inch dia rear tire. When I play around with the 15/42 I run 62 at 5,000.
I try'd a 17/41 many a year ago while taking a 300 mile trip and I thought it really killed the acceleration and went back to the 16/41 as soon as I got home. That would be real close to a 16/38 combo. Have you ran it with this...... maybe it will work for you but I'm more into 1/8th and 1/4 mile than the long haul.
1978 KZ650 b-2
700cc Wiseco kit 10 to 1.
1980 KZ750 cam, ape springs, stock clutch/ Barnett springs.
Vance and Hines Header w/ comp baffle and Ape pods, Dyna S and green coils, copper wires.
29MM smooth bores W/ 17.5 pilots, 0-6s and 117.5 main
16/42 gearing X ring chain and alum rear JT sprocket.
700cc Wiseco kit 10 to 1.
1980 KZ750 cam, ape springs, stock clutch/ Barnett springs.
Vance and Hines Header w/ comp baffle and Ape pods, Dyna S and green coils, copper wires.
29MM smooth bores W/ 17.5 pilots, 0-6s and 117.5 main
16/42 gearing X ring chain and alum rear JT sprocket.
Please Log in or Create an account to join the conversation.
Moderators: Street Fighter LTD